����3.2.5�ϼӾ�����֧�ȡ������ȸ���
�����Ӿ�����1/20������ɣ������ð��Զ���-��Ȳ�и���������и���и�Ӿ�����ֹˮ������Ȧ������1.5m�����飬��϶С��2.5mm����ֹ���ڵľֲ���϶Ӧ�ϸ���ƣ���Ӧ����3mm�����⺸������ܱھֲ����Σ�ֱ�ܶεļӾ�����װ�ļ���ƫ��Ӧ���ϱ��ǵ�Ҫ��
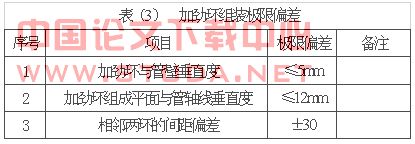
�Ӿ�����ֹˮ���ĶԽӺ���Ӧ��ֹ��ݷ����100mm���ϡ�
����4���ֹܵ��������װ��
����4.1�ֹܵij��ڵ�װ
�����ֹ������쳧��������װ�ɰ�װ��Ԫ�����װ��Ԫ������Լ80t���ֹܳ��ڵ�װһ����ó��ڲ��õ�60t�Ż������������װ����������60tʱ������60t�Ż���50t���������ϵ�װ��
����4.2�ֹܵ�����
����Ϊ��Ͽѹ���ֹܵ����䣬ר��������100tƽ���ϳ����ϳ����γߴ磨���������ߣ�Ϊ16.93m��3.5m��2.05m���ϰ���Ч����13.5m�����ǵ���Ͽѹ���ֹܵĴ�ֱ�����ڲ��ƻ��ϳ��ϰ������£����������ѹ���ֹ�ר�������мܣ�Ϊ���ٶԵ�·��ͨ��Ӱ�죬�����мܵ��ĸ�֧�ű۾����ÿ��۵���ʽ��
�����ֹܴ����ƽ̨�ϵ����ϳ��Ϻ��ø�˿����3t��5t�����̶���Www.11665.CoM
����4.3�ֹܵĵ�װ
��վ��ˮѹ���ֹܵ�װ��������
���
�����
�ܽں�
�����ֶ�
��ע
1
1��4#��
g1��g6
��ǰel.90ƽ̨��2#mq2000�Ż�
����3#��4#����g68��g69��g70�ܽڲ���300�Ĵ������а�װ��
g7��g15
el.120ջ��mq2000�Ż�
g16��g28
el.120ջ��mq2000�Ż���el.82ջ��mq6000�Ż�˫��̧��
g29��g42
el.120ջ��mq2000�Ż���el.82ջ��mq6000�Ż�
g43��g57
el.120ջ��mq2000�Ż���el.82ջ��mq6000�Ż�˫��̧��
g58��g70
el.82ջ��mq6000�Ż�
2
5~10#
��
g1��g6
��̨�»�̧��
g7��g15
el.120ջ��mq2000�Ż�
g16��g28
el.120ջ��mq2000�Ż���el.82ջ��mq6000�Ż�˫��̧��
g29��g42
el.120ջ��mq2000�Ż���el.82ջ��mq6000�Ż�
g43��g57
el.120ջ��mq2000�Ż���el.82ջ��mq6000�Ż�˫��̧��
g58��g70
el.82ջ��mq6000�Ż�
�ֹܱ�ţ��Ӹֹܽ��ڿ�ʼ��˳ˮ�����ν��������ܽڱ�š�
����5��ѹ���ֹܵĵ�����ѹ�죺
����5.1���ݸֹ�ʼװ��λ�ã��ų�ʼװ����̡��ż�����λ�ã��������Ż��㣬��ʼװ������λ�����ö�λ���壬������������̡�
����5.2�ֹܵ�������ϣ����߶��������ߣ����ݻ���Ըֹ���̡��̡߳����߽��е����������ֵ�����ġ�5mm�����ƫ���5mm����ֱ��3mm������ϸ����мӹ̡�
����5.3Ϊ��ֹ�ֹ��ڼӹ̹��������λ�ƣ��ֹܼӹ̲��öԳƼӹ̣�֧������ê��ӣ�Ȼ��֧����ֹܼӾ������ӡ�
����5.4ʼװ�����պ��еڶ��ڸֹܰ�װ�����������л����ѹ�졣�ֹ�ѹ�����ѹ����ѹ�칤װ����ѹ�졣
����6��ѹ���ֹܵĺ������ǿ�ֺ������Ӧ��
����6.1����
����6.1.1�������
������1��һ�ຸ�죺�ֹ��ݷ죬���������ܻ��죬�պϽں�£���졣
������2�����ຸ�죺�ֹܻ��죬�Ӿ�����ֹ�ƻ���ֹˮ���ԽӺ��켰ֹ�ƻ���Ϻ��졣
������3�����ຸ�죺������һ��������������졣
����6.1.2���
��������ҪԤ�ȵ�60kgf/mm2����ǿ�֣���λ��ʱӦ�Ժ��촦Ϊ���ģ�����Ӧ��150mm��Χ�ڽ���Ԥ�ȣ�Ԥ���¶Ƚ������¶ȸ߳�20-30�棬��λ��ʱ��Ӧ���亸�ں��¿��ڣ����¿ڲຸǰ��̼�������ٱ���ʱ���������λ������λ������Ϊ60mm�����Ϊ300mm�����6mm��
����6.1.3���ӹ���
������1������60kgf/mm2����ǿ�֣���ǰӦ��Զ�������Ĵ�ʽ����Ƭ����Ԥ�ȣ�Ԥ���¶�60mm�ְ�Ϊ100-150�棬34mm�ְ�Ϊ80-120�档
������2������ʱ�Ⱥ��¿��ڲ࣬���÷ֶ��˲������ӣ�������12����10������ͬʱʩ����������ʱ�IJ���¶Ȳ�����Ԥ���¶ȣ�������230�档
������3��˫�溸�ĺ��죬һ�ຸ��Ժ������Ԥ�ȣ�Ԥ���¶��루1��ͬ����һ����̼������������ֹ��绡��ʱ����һ������Ӧ��ȫ��ȥ��̼�����������Ӧ��ĥ�ٲ۳�ȥ��̼�㣬������ʩ���������¶ȼ���150��-200�棬����1h��
������4����ǿ��ʩ��ʱ��Ϊ��Ч�Ŀ��ƺú�����������Ҫ���ֻ����æ�4.0mm��������ʱ���亸�ӳ��ȣ�90mm���æ�3.2mm��������ʱ���亸�ӳ��ȣ�70mm���������ȳ���12mmʱ������зֵ���ÿ�㺸���Ȳ�����4mm��
������5�����Ӳ���
ѹ���ֹ��ֹ������ӹ��ղ�����
����
����
�
����ֱ��
(mm)
���Ӳ���
������a��
��ѹ��v��
�����ٶ�(mm/s)
610u2
��
610f
ƽ��
��3.2
100��130
23��28
1.2��2.5
��4.0
140��180
23��28
1.4��3.0
����
��3.2
90��120
23��25
1.0��2.0
��4.0
130��160
23��26
1.3��2.5
�Ẹ
��3.2
90��120
23��25
1.2��2.0
��4.0
130��170
23��28
1.3��3.0
����
��3.2
90��120
23��25
1.0��2.0
��4.0
130��160
23��26
1.3��2.5
16mnr
ƽ��
��3.2
100��140
23��26
1.0��2.5
��4.0
140��180
23��30
1.3��3.0
����
��3.2
90��130
23��25
1.0��2.0
��4.0
130��160
23��28
1.2��2.5
�Ẹ
��3.2
100��135
23��26
1.0��2.5
��4.0
135��170
23��30
1.3��3.0
����
��3.2
90��130
23��26
1.0��2.0
��4.0
130��160
23��26
1.2��2.5
ѹ���ֹܸ�����屣�������Դ�Զ������ӹ��ղ�����
����
����
�
��˿
ֱ��
(mm)
���Ӳ���
����
(a)
��ѹ
(v)
�����ٶ�
(mm/s)
��������
(l/min)
�������
16mnr
��
q345c
����
��1.2
110~150
20~24
1.4~1.8
16~20
ar(80~85%)
co2(20~15%)
�Ẹ
��1.2
110~150
20~26
2.0~3.5
16~20
610u2
��
610f
����
��1.2
110~141
21~24
1.0~1.65
16~20
ar(80~85%)
co2(20~15%)
����6.1.4�������
������1�����к����Ӧ������ۼ�飬�������Ӧ����dl5017-93�淶��6.4.1�Ĺ涨������̽��Ӧ�ں������24h����С�
������2��������̽�˰�gb11345-89���ֺ����ֹ�������̽�˷�����̽�˽���ķּ�����������һ�ຸ��b�����ϸ��ຸ��b�����ϸ�
������3������̽�˰�gb3323-89�����ۻ����Խӽ�ͷ��������������ּ�����������һ�ຸ�좢���ϸ��ຸ�좣���ϸ�
������4����������
������ܼ��ֳĹܣ�һ�ຸ���ó�����̽��100%����x���߸��쳤��Ϊ���������5%�����ຸ���ó�����̽��50%����������̽���п��ɲ��ζ�����ȷ�ж�ʱ����x�����ս��и��졣
�������ܲ�λ��һ�ຸ���ó�����̽��100%����x������50%���ϣ������ڶ����ͽ�ͷ�����ij�����̽�˷��ֵĿ��ɵ㲿λ���ŷ�̽��30%�����ຸ���ó�����̽�˼���100%����x������10%����������̽���п��ɲ��ζ�����ȷ�ж�ʱ����x�����ս��и��졣
������5��������
��������ȱ�ݱ��볹���������������ë�̺Ͱ��ۣ��¿ڵײ�ӦԲ�����ɣ�̼�����ٲ�Ӧĥȥ��̼�㣬��������̽�˻�ŷ�̽�ˣ����ӹ���Ҫ������ʽ���죨�������ࣩ��ͬ��
���������������õĺ��Ӳ��ϡ������¶ȡ������������Ⱥ�ԭ������ͬ����ʱҪ�ϸ�����������Ԥ���¶ȼ�����¶ȡ�
����6.2��ǿ�ֺ������Ӧ��������
����������Ƽ���Ҫ��60kgf/mm2����ǿ�ȵͺϽ���ʸְ��53��60mm�ĸֹ��ݷ졢�����Լ�ֹ�ƻ��Ǻ����Ӧ���к������Ӧ����������Ӧ����ָ�갴����50��Ҫ����Ӧ������50%��������Ӧ�������ڦ�s��50%��269mpa��
����Ŀǰ�������������Ӧ����Ҫ�����¼��ַ����������ȴ���������ը��������������������ʩ�����鼰��Ͽ���̵��ص㣬�����б�ը����������Ӧ���Ĺ������飬��������������ը����ӦЧ�����������Ҫ����������ѡ���˱�ը�������������Ӧ����
����7��ѹ���ֹܵķ�����
����7.1����Ԥ����
��������������⣬�ڱڱ������ȴﵽsa2.5��������ڱ���ﵽsa2������ʹ����ƬĿ�Ӷ����������������ֲڶ���ֵ�ﵽ50��90��m���ñ���ֲڶ�ר�ü������Ƚ������⡣
����7.2Ϳ��Ϳװ
�����ֹ��ڱڲ��ø�ѹ������Ϳ���գ�����Ϊ����п�ᣬ����Ϊ���λ��������ᣬ��Ĥ��Ȳ�����450��m���ֹ�����ֹ�Ϳˢ������ˮ�ཬ�����300��m��
����8�����
��������Ͽ��վѹ���ֹܵ������밲װ�У���Ҫ����˴�ֱ���ֹܵ����䡢ջ���¸ֹܵĵ�װ����ֱ���ֹ���֧�Ų�����ڱڲ������ȼ������⣬�����˺�£�պϽ����ڴպϡ��Զ����Ӽ�������ը���������Ӳ���Ӧ�����¹��ա��¼�������ͨ������Ͽ��վѹ���ֹ�����Ͱ�װʩ�����յĽ�һ���Ż���ȷ����ѹ���ֹܵİ�װ������Ϊѹ���ֹܵ���ǰ�깤������������������ҲΪ�Ժ������밲װ����ֹܻ����˾��顣��Ҳ���ڲ����д���������⣬��Ŀǰѹ���ֹܵĺ��ӣ��ر����ֳ����ӣ���Ҫ�����ֹ�������Ч�ͣ��Ͷ�ǿ�ȴ�Ӱ����ʩ�����ȣ���Ҫ���ѹ���ֹܺ��ӵ��Զ����̶ȡ�