论文关键词:联接套 斜小孔 加工工艺设计 电火花成形加工工装设计
论文摘要:对联接套工件结构及其加工工艺进行了分析,明确其加工难点为斜小孔的加工,针对难点优化加工工艺。并设计了电火花成形工装,取得了良好的加5-效果。
引言
联接套是一种新型先进的基础件,主要用在机件与轴、轴与轴、或2种不同尺寸的轴的联接。它是依靠拧紧性能等级为12.9级螺钉,在轴向力作用下,使内外环锥面之间产生胀紧压力,轴和轮毂紧密贴合,产生足够的摩擦力,以传递扭矩,轴向力或两者复合载荷的一种无键联接装置,可以替代单键,花键或联轴器,其广泛应用于食品机械、纺织机械、包装机械、矿山机械、机床、加工中心、洗涤设备、印刷机械以及冶金机械等行业。由于联接套加工工艺的复杂性。本文设计了电火花成形工装,对其加工工艺进行研究,优化了其加工工艺。
1加工工艺
1.1联接套结构分析
联接套零件如图1所示,根据零件图纸和技术要求,零件加工精度要求较高,且存在2个方面的加工难点:(1)该零件材料为316(美国astm标准)不锈钢,对照国内不锈钢标准,钢号为0crl7nil2mo2,这类材料切削性能很差,所需切削力大,刀具与切屑间易产生黏结,加工硬化严重:(2)与轴线成45。的4斜小孔的加工,既要保证斜lfx~l的位置精度,又要保证45。角度,若采用常规钻削加工,由于被加工斜小孔位置处在较深的内孔台阶处,必须要用4的加长钻,由于西4加长钻的刚性不足,从而影响钻削速度、或出现钻头折断、或被加工小孑l质量不易保证等弊端。WWW.11665.Com
1.2加工工艺
该套常规加工工艺路线为:粗车一半精车一钳工加工各小孔一精车(数控车床)。常规工艺路线3(钳工加工各小孔)中包括钻斜小孔,64孔口位于内孔台阶处,钻孔时必须给钻头一个起刀面,那么半精车时必须在内孔台阶处留有45。的内圆锥面;与此同时,为了便于设计钻夹具,要求一批联接套的内孔形状和尺寸在半精车后基本要一致;这势必提高了半精车的难度.同时也增加了数控精车的工作量.从而大大提高了加工成本。
在钳工加工各小孔的工序中需用2副钻孔夹具,其中钻西4斜小孑l为一副,该夹具既要保证钻孔的位置和45。角度,还要设计一个用于钻头定位导向的钻套,同时还需要考虑排屑空间、切削液的注入等,夹具结构复杂。设计难度较大,加工操作也不方便。综上所述,若采用上述常规加工工艺,加工成本较高,夹具成本也高,且加工操作也不方便。经反复分析零件结构特征,设计了现有的加工工艺路线:粗车一半精车一钳工加工除(b4斜小孑l的其他各小子l一精车一电火花成形加工4)4斜小孔。
电火花成形加工属于一种无切削力的加工方法.具有如下优点:(1)电火花加工是利用工具电极和工件电极之间的脉冲性火花放电时产生的电腐蚀来蚀除多余的金属,因此(b4斜小孔虽处于台阶面的特殊位置,但对加工构不成困难.也不必在半精车时留有45。的内圆锥面作为起刀面,从而大大降低了加工难度。(2)电火花成形加工过程中,电极与工件不直接接触,所以不存在明显的机械切削力,因此在加工西4斜ivq~l时,可避免因刀具刚度太低而折断,且不会影响_丁件已加工表面精度及表面质量,故64斜小孔加_t放在最后加工;(3)电火花成形加工中,电极材料的硬度可以比工件低。对硬度较高、切削性能差的316不锈钢材料也能容易加工。基于上述工艺分析,设计了斜lf,:fl电火花成形加工工装。
1.3斜小孔加工工装设计
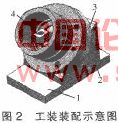
4)4斜小孑l加工工装如图2所示,整个1二装设计是建立在其他外形和孑l都已加工完毕的基础上进行的。该_t装主要包括定位盘、削边销、斜支承板找正块和底板5个部分,其中定位盘、斜支承板和找正块的设计是整个设计的关键。
(1)定位方法及定位元件设计
根据六点定位规则,采用一面两孔的定位方法,一面是指114-3网底面,两孔为654短内孔和61o.5光孑l。定位元件对工件起定位功能,保证l丁件在夹具中有正确的加工位置,本工装中定位元件有定位盘和削边销,如图3所示。定位盘形状和尺寸主要是依据联接套定位面尺寸和斜支承板的安装配合.定位盘底部形状采用整圆切除的结构,切出的侧面与斜支承板的定位台阶面配合.定位盘凸台部分与联接套54内孔配合,凸台高度为7mn3.,比654内孔深度小2mm,中间15mmxl5nqltl正方通孑l用于找正块安装。定位盘材料为45调质钢.先外圆车削,中问15mmxl5mm正方通孔、侧面和孔再进行线切割加工。削边销4,1o.5圆柱面与定位盘台阶孔成过渡配合,头部削成扁状,防止工件加工时旋转。材料为45调质钢,车削加工成形。
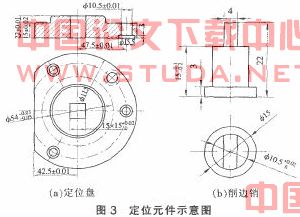
图3定位元件示意图
(2)斜支承板设计
斜支承板如图2所示,斜支承板的设计主要是解决4细深斜孔加工方位的问题。目前常用电火花成型设备的加工主轴一般为垂直方向,可被加工孑l为45。斜孔,首先要通过一定方式校正45。斜:fl:fl位到90。方向。把被加工零件从水平方向逆时针旋转45。后,被加工孔刚好在9o。垂直方向上.于是就设计了带45。斜面的支承板,45。斜面与定位盘圆底面配合,用3个沉孔螺钉与定位盘联接,斜支承板下平面与底板之问用4个沉孑l螺钉联接。斜支承板材料为q235,先平面磨削加工,45。斜面和定位台阶面再线切割成型。
(3)找正块设计
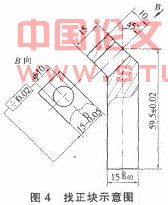
图4为找正块零件图,线切割成型。找正块是电火花电极找正元件,为了保证电火花电极对刀精度,要求找正块61o对刀孔中心相对15一:{02两侧面的对称度不超过0.02mm。通过电极找正可以保证4斜小孑l的位置精度;4斜小孔孔径由电极直径保证。
(4)底板设计
底板如图2所示.其尺寸为15mnix85mmx145mm,材料为q235,压紧机构通过底板两端把整个工装压紧在电火花工作台上。
3结语
该工装具有如下特点:(1)结构简单整个工装只有5个元件,元件之间联接也非常简单。(2)一次找正电极位置一次找正后可加工一批工件.不需要每次找正。(3)夹装方便被加工工件安装到工装上非常方便,只要把工件654内孔扣套在定位盘凸台上即完成了加工安装。(4)良好的结构工艺性工装各零件具有良好的结构工艺性.便于夹具的制造和维修。(5)可靠性高可有效地保证工件上斜小孔的加工精度。生产实践证明,使用以上工装使困难斜小孔的加工得以实现,使用效果较好。