ժҪ��������һ������Ͳ��ë��ѹ��ʧ�ȱ��γ���Ͳ���ڰ���ת��������� ���� ��ʵ��֤�����÷�����ʹ�õ�ģ�߽ṹ�������ɿ�����۵ͣ�����ȡ������ij���Ч����
�ؼ��ʣ�Ͳ�ڣ���ת�壻ѹ��ʧ�ȣ�����
һ������
�ڽ����������Ա��ι����У�ѹ��ʧ����ζ�Ÿò��ϵ���Ӧ���ڰ�������Ѵﵽ���μ��ޣ�����ʩ�������Ͻ�����ά���ȶ����ζ��������������壬���յ��±���ʧ�ܡ�����ijЩͲ���ڰ��Ļ�ת����������ͨ������Ͳ��ë��ֱ�ڲ���ѹ��ʧ�Ƚ��г��Ρ������������бШ�ƶ�����ʽ�ְ갼ģ���Σ���ģ�߽ṹ���ӣ��ɱ��ϸߡ����Ľ�����һ��ʹ�ù̶�ʽ��ģ�߳���Ͳ���ڰ���ת������Ĺ��շ�����
���������м�ë����״�ߴ��ȷ��
����ǰ�ƶ��һ���ΪһͲ���ڰ���ת�����������״�ͳߴ���ͼ1��ʾ������10�Ÿ֣����3mm������ʱ�ü�Ե��Ͳ�����ӵ��ڰ�Բ��r3����װ���ܷ�Ȧ��������ż���ƶ��Ҹ����ڱ�����˶���ʵ�������ƶ����ܡ������״�ͳߴ�Ҫ�����ϸ�
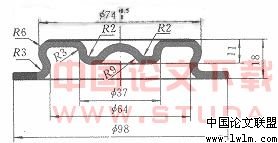
ͼ1�������ͼ
�� ���� �ü����ι��������£����ϡ���������Ρ����бߡ�www.11665.CoM
����������ϽϺ�����״���ӣ�ȡ�����ޱ������ģ�2.5mm�����ϳߴ��ɾ����������� ���� Ϊ����125mm��
�������Ʒ(��ͼ2��ʾ)��״�ͳߴ��ȷ��ӦΪ��һ�����ι���ı��δ�������������������Եֱ����ֱ����������б�ǰ�ߴ磬ʹ����ʱ���ٲ�����Σ�Ͳ���ھ��Դ��ڹ����ھ�����64�������м�ë���ڳ�����ģ�ϵĶ�λ�Ͱ�װ��Ͳ�ڸ߶��Ե��ڹ����߶ȣ��ڱ�֤�����˳�����е�ǰ���£�ԵԲ�ǰ뾶ȡ��Сֵr6.5������ë���ĵײ����Ϊ���Σ�������Ϊ����Ǿ������õĸ��Ժ��ȶ��ԣ���������ģѹ����Ǻò��ֲ��Ͽɶ���ѹ��Ͳ��ʩ���������ľ�������������Ͳ����ѹ����ʧ�ȣ��Ӷ�����Ͳ�ڸ����ֳߴ磻������ǿ�Ϊ���ι���Ͳ�ķ������ṩ���ϴ�����ʹͲ�ں�Ե�IJ��ϲ���������������в��䡣

ͼ2����ë������״�ͳߴ�
������������
������ι��̺�ģ����Ҫ����������ͼ3��ʾ��
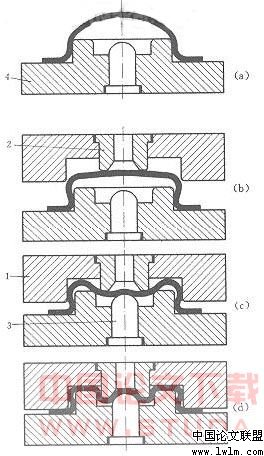
ͼ3���ι���
1.�ϰ�ģ2.����ģ3.��ģ4.����ģ
(1)�ɳ�������ģ4�⾶��λ����װ�м�ë��(ͼ3a)��
(2)��ģ���У�����ģ2����ѹ������Ǹ߶ȼ�С�����ʰ뾶�����Ͼ��ȵ��������ת�ƣ�ʹͲ���϶������������ʱ��ѹ��Ͳ����������ľ���������ʧ������(ͼ3b)��
(3)��ģ�������У���ë������Ӵ��ϰ�ģ1���ڱ�ʱ�������ϰ�ģ�ڱڼ�ë��Ե���谭���ã��Ӵ�������Ͳ�ڲ��ϲ�����������������ģ2����IJ��ϲ�����������������ģ3������ģ2��������ε���Ҫ(ͼ3c)��
(4)������ģ���У���ģ����ģѹ�����ײ��������������������������ƽ�������(ͼ3d)��
�ġ�����
����Ͳ��ë��ѹ��ʧ�ȱ��ε� ���� ����Ͳ���ڰ��Ļ�ת�������һ�ּ����е��Ƚ����շ�������ʹ�õ�ģ�߽ṹ��������������ά���㡣
�ο� ����
1��Т��.��ѹ�������.��������е ��ҵ �����磬1984.
2�Ϻ�ǿ.˫���Ե������ι��ռ�ģ�ߣ�ģ�߹�ҵ��1995(12).