еЊЁЁвЊЃКзъПзЪЧЧЏЙЄзЈвЕвЛЯюживЊЛљБОВйзїММФмжЎвЛЃЌвЊЧѓЖдбЇЩњНјааЯЕЭГЕФММФмММЧЩбЕСЗЃЌеЦЮеМгЙЄвЊЧѓНЯИпЕФПзМАПзЯЕЮЛжУОЋЖШЕФЗНЗЈЁЃ
ЙиМќДЪЃКзъПзЗНЗЈЁЁПзОрОЋЖШЁЁММФмбЕСЗ
ЫзЛАЫЕЁАЧЏЙЄХТблЃЈзъПзЃЉЃЌГЕЙЄХТИЫЃЈГЕЯИжсЃЉЁБЃЌгЩДЫПЩМћЃЌзъПзЪЧЧЏЙЄзЈвЕвЛЯюживЊЕФгжБШНЯФбеЦЮеЕФЛљБОВйзїММФмжЎвЛЁЃдкЪЕМЪХњСПЩњВњжаЃЌМгЙЄЮЛжУОЋЖШвЊЧѓНЯИпЕФПзМАПзЯЕвЛАуЖМВЩгУЙЄзАМаОпЁЂзъФЃМаОпЕШЗНЗЈРДМгЙЄвдБЃжЄОЋЖШЕФЁЃЖјдкЕЅМўЩњВњжаЃЌЬиБ№ЪЧдкЧЏЙЄгІЛсПМКЫКЭВйзїБШШќжаЃЌЪЧВЛПЩФмВЩгУзъФЃМгЙЄРДБЃжЄзъПзЮЛжУОЋЖШЕФЃЌжЛФмЭЈЙ§ЛЎЯпЁЂеве§ЕШЦфЫќвЛаЉЗНЗЈРДБЃжЄзъПзЮЛжУЕФОЋЖШЁЃ
ЯТУцНщЩмвЛЯТЮвдкЖрФъЕФЧЏЙЄЪЕЯАНЬбЇЁЂХрбЕКЭММФмБШЮфжагУРДЬсИпзъПзОЋЖШЁЂБЃжЄзъПзЮЛжУОЋЖШЕФМИжжЗНЗЈЁЃ
вЛЁЂБЃжЄЬсИпЛЎЯпОЋЖШЕФМИжжЗНЗЈКЭзЂвтЪТЯю
ЛЎЯпОЋЖШЕФИпЕЭЪЧШЗБЃМгЙЄзъПзЮЛжУОЋЖШЕФвЛИіживЊЧАЬсЃЌвђДЫдкЛЎЯпЪБгІзіКУвдЯТМИЗНУцЕФЙЄзїЃЌвдЬсИпЛЎЯпОЋЖШЃК
ЃЈ1ЃЉВЩгУИпЖШгЮБъЛЎЯпГпЛЎГіМгЙЄПзЕФМгЙЄЮЛжУЯпЁЃwWw.11665.cOMгУИпЖШгЮБъЛЎЯпГпЛЎЯпЃЌЪзЯШгІМьВщИпЖШГпЕФЪОжЕЮѓВюЪЧЗёдкЙцЖЈЕФОЋЖШЮѓВюЗЖЮЇФкЃЌвдБЃжЄЫљЛЎЯпЬѕЕФГпДчзМШЗЃЛЦфДЮЛЙгІМьВщИпЖШгЮБъЛЎЯпГпЕФЛЎЯпШаПкЪЧЗёЗцРћЃЌвдШЗБЃЫљЛЎЯпЬѕЧхЮњОљдШЁЃ
ЃЈ2ЃЉБЃжЄЙЄМўЛЎЯпЛљзМУцЮоУЋДЬКЭДяЕНаЮЮЛОЋЖШвЊЧѓЃЌБЃжЄЛЎЯпЦНАхЕФОЋЖШЃЌБЃГжЦНАхЙЄзїБэУцЮоУЋДЬЁЂЛвГОЁЂдгжЪЕШЃЌвдУтгАЯьЛЎЯпОЋЖШЁЃ
ЃЈ3ЃЉШчЙћПзМгЙЄЕФЮЛжУГпДчдкЭМжНЩЯУЛгажБНгБъзЂГіРДЃЌдђашвЊЭЈЙ§ЯрЙиГпДчЕФЛЛЫуВХФмЕУЕНЁЃвђДЫдкГпДчЛЛЫуЪБЃЌБиаыБЃСєаЁЪ§ЕуКѓШ§ЮЛЪ§ЃЌБЃжЄГпДчЛЛЫуЕФзМШЗадЃЌЬсИпЛЎЯпОЋЖШЁЃ
ЃЈ4ЃЉе§ШЗЪЙгУбљГхЁЃбљГхблЕФзїгУЪЧЮЊзъПзЛђЛЎдВЛЁЦ№ЖЈаФзїгУЕФЃЌвђДЫЃЌЖдШаФЅбљГхЕФвЊЧѓЪЧЗЧГЃИпЕФЃЌвЊЧѓбљГхЭЗБиаыФЅЕУдВЖјМтКЭгазуЙЛЕФгВЖШЁЃдкЧУЛїбљГхблЪБЃЌЪзЯШЪЧЧсЧсЧУДђЃЌШЛКѓДгЖрИіЗНЯђЙлВьЫљЧУЛїЕФбљГхблЪЧЗёЦЋРыПзЕФЪЎзжжааФЯпЕФНЛЕуЃЌХаЖЯЮоЮѓКѓЃЌдйНЋбљГхблМгДѓЃЌвдБЃжЄзъПзЪББъзМТщЛЈзъзМШЗЕиЖЈаФЁЃ
ЃЈ5ЃЉЛЎГіМьВщПзЮЛжУОЋЖШЕФЁАМьВщдВЁБКЭЁАМьВщПђЁБЁЃдкПзМгЙЄЪБЃЌПЩвдИљОнЙЄзїЪЕМЪашвЊбЁдёетСНжжеве§ЛљзМЁЃзъПзЛЎЯпЭъБЯКѓЃЌвЛАуЖМвЊЛЎГіБШашвЊМгЙЄПзЕФжБОЖДѓЕФЁАМьВщдВЁБЃЌзїЮЊзъПзЪБЕФеве§ЛљзМЁЃЕЋЪЧгУЛЎЙцЛЎЁАМьВщдВЁБЪБШнвзВњЩњЮѓВюЃЌвђДЫЃЌПЩВЩгУИпЖШГпНЋПзЕФЁАМьВщдВЁБЛЎГЩЁАМьВщПђЁБЃЌЁАМьВщПђЁБЕФЗНИёгыПзЕФЪЎзжжааФЯпЕФЫФИіНЛЕуМДЮЊПзЕФеве§ЛљзМЕуЃЌетбљПЩвдБЃжЄзъПзЕФжааФгыбљГхблЖЈЮЛЕФжааФжиКЯЃЌБЃжЄЛЎЯпОЋЖШЃЌвВБмУтСЫЛЎЁАМьВщдАЁБЕФЮѓВюЁЃ
ЖўЁЂе§ШЗШЗЖЈзъЭЗЕФзъПзЮЛжУМАОРе§ЦЋЮЛЮѓВюЕФЗНЗЈ
зъПзЧАЃЌЪзЯШвЊе§ШЗзАМаТщЛЈзъЃЌБЃжЄТщЛЈзъжааФгызъДВжїжсжааФжиКЯЁЃзъПзЪБЃЌНЋзъЭЗЖдзМПзЕФжааФзъГівЛЧГПгЃЌШЛКѓИљОнЁАМьВщПђЁБЕФЮЛжУЃЌМьВщЫљзъЧГПгЕФЮЛжУЪЧЗёзМШЗЁЃЕБЗЂЯжгаЦЋЮЛЮѓВюЪБЃЌПЩдкЦ№зъЕФЭЌЪБгУСІНЋЙЄМўЯђЦЋЮЛЕФЯрЗДЗНЯђЭЦвЦЃЌЯћГ§ЦЋЮЛЮѓВюЁЃетбљЕФВйзїЖдгкИебЇЕФбЇЩњЪЧгавЛЖЈФбЖШЕФЃЌвЊВЛЖЯЕиЭЈЙ§бЕСЗРДеЦЮеЯћГ§ЦЋЮЛЮѓВюЕФВйзїММФмЁЃШЗЖЈзъЭЗзъПзе§ШЗЮЛжУЕФЗНЗЈгааэЖрЃЌетРяНщЩмШчКЮзМШЗЦ№зъКЭОРе§ЦЋЮЛЮѓВюЕФЗНЗЈЁЃ
ЪзЯШвЊШЗЖЈЦ№зъЪБЕФЦ№зъжааФЁЃЦ№зъЧАЃЌгІИУБЃжЄТщЛЈзъЕФжааФгызъМгЙЄПзЕФжааФжиКЯЁЃЕЋЪЧЃЌИљОнТщЛЈзъКЭжааФзъЕФНсЙЙЃЌЖМДцдквЛЖЈГЄЖШЕФКсШаЃЌЪЙТщЛЈзъЕФжааФгызъМгЙЄПзЕФжааФВЛжиКЯЃЌМгЙЄКѓЕФПзШнвзВњЩњЦЋЮЛЃЌВЛФмДяЕННЯИпЕФПзЮЛжУОЋЖШвЊЧѓЁЃвђДЫЃЌПЩРћгУЖЈЮЛзЖРДШЗЖЈЦ№зъЪБЕФзъПзжааФЃЌЖЈЮЛзЖЕФаЮзДШчЭМ1ЫљЪОЁЃЖЈЮЛзЖЕФМгЙЄПЩвддкЭтдВФЅДВЩЯФЅжЦЭъГЩЃЌвдБЃжЄдВзЖгыдВжљЕФЭЌжсЖШЃЌЖЈЮЛзЖЕФВФСЯвЊЧѓгавЛЖЈЕФгВЖШКЭФЭФЅадЁЃ

ШЛКѓАбЖЈЮЛзЖМадкзъМаЭЗЩЯЃЌБЃжЄЖЈЮЛзЖЕФзЖЖЅМтЖдзМЫљзъПзЕФжааФЃЌВЂДгМИИіЗНЯђЙлВьКЭХаЖЯзЖЖЅМтЪЧЗёЖдзМСЫПзЕФжааФЃЌдкШЗЖЈзЖЖЅМтвбОЖдзМПзЕФжааФКѓдйАбЖЈЮЛзЖШЁЯТЃЌзАМаКУЙцЖЈГпДчЕФТщЛЈзъзъПзЁЃгЩгкЖЈЮЛзЖЪЧгУМтЕуРДеве§ЃЌЫљвдЯрЖдЫљзъПзЕФжааФРДЫЕЃЌЦфЖЈаФЕФзМШЗГЬЖШБШТщЛЈзъКЭжааФзъЖЈаФаЇЙћЖМвЊзМШЗЁЃ
ЦфДЮЪЧНщЩмОРе§зъПзЦЋЮЛЮѓВюЕФЗНЗЈЁАЬЭПзЗЈЁБЁЃЁАЬЭПзЗЈЁБЪЧЮвУЧОГЃВЩгУЕФОРе§зъПзЦЋЮЛЮѓВюЕФГЃгУЗНЗЈЁЃОпЬхВйзїЪЧдкзъМгЙЄГпДчЯрЖдБШНЯДѓЕФПзЪБЃЌЯШбЁдёвЛИіаЁГпДчЕФзъЭЗзъЕзПзРДШЗЖЈПзЕФЮЛжУЃЌШЛКѓдйбЁдёКЯЪЪПзОЖДѓаЁЕФзъЭЗНјааРЉПзМгЙЄЃЌБЃжЄзъПзОЋЖШвЊЧѓЁЃЕЋЪЧдкзъЕзПзЪБЃЌЛсВњЩњПзЮЛЦЋвЦЯжЯѓЃЌЁАЬЭПзЗЈЁБОЭПЩвдОРе§ПзЮЛЦЋвЦЁЃ
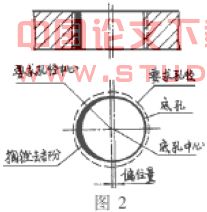
ЁАЬЭПзЗЈЁБЕФОпЬхВйзїЗНЗЈЪЧЃКбЁдёКЯЪЪЕФаЁГпДчзъЭЗзъЕзПзЃЌШЛКѓНЋЙЄМўДгзъДВзъПзМаОпЩЯШЁЯТРДЃЌЭЈЙ§МьВтШЗЖЈПзЮЛЪЧЗёЦЋЮЛЁЃШчЙћПзЮЛГіЯжЦЋЮЛЃЌдђашвЊАбЙЄМўМаГждкЬЈЛЂЧЏЩЯЃЌгУЪВНѕяБЕШЙЄОпАбПзЦЋЮЛЕФЯрЗДЗНЯђЖрГіЕФВПЗжЬЭаояБЕє(ШчЭМ2жаЫљЪОЕФвѕгАВПЗж) ЃЌМгЙЄГЩбќаЮПз, дйАбЙЄМўМаЕНзъПзМаОпЩЯЃЌгУЙцЖЈГпДчЕФТщЛЈзъНјааРЉПзМгЙЄЁЃгЩгкЬЭаоМгЙЄЙ§ЕФПзСНБпЫљЪЃЯТЕФМгЙЄгрСПЛљБОЯрЕШЃЌПзСНБпЕФЧаЯїзшСІвВЛљБОЯрЕШЃЌМгЙЄПзЕФжааФПЩЛљБООРе§ЃЌДяЕНЙцЖЈЕФвЊЧѓЃЌТњзуМгЙЄОЋЖШЁЃ
Ш§ЁЂЬсИпзъПзОЋЖШПижЦПзОрЕФЗНЗЈ
МгЙЄСуМўЛђЙЄМўЩЯвЊЧѓзъМгЙЄСНИіЛђСНИівдЩЯЕФПзВЂЧвгабЯИёЕФПзОрвЊЧѓЪБЃЌГЃВЩгУЕФЗНЗЈОЭЪЧгУЁАЫЋаОАєЁБМгЙЄЃЌБЃжЄПзОрОЋЖШвЊЧѓЁЃШчЭМ3ЫљЪОЃК
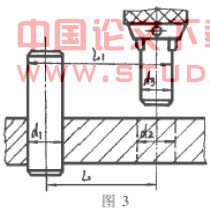
ИљОнСуМўЭМжНвЊЧѓЃЌбЁдёе§ШЗЕФЛЎЯпеве§ЗНЗЈЃЌШЗЖЈЦ№зъЪБЕФЦ№зъжааФЃЌзъНТКУЛљзМПз(ПЩВЩгУЁАЬЭПзЗЈЁБРДОРе§ЛљзМПзЕФЮЛжУ)ЃЌдкЛљзМПзФкВхШывЛИљгыжЎЯрХфЕФБъзМаОАєЃЌШЛКѓдкзъМаЭЗЩЯвВМаГжЭЌбљвЛИљБъзМаОАєЃЌЗДИДЕїећЙЄМўЕФМгЙЄЮЛжУЃЌРћгУЧЇЗжГпЕФВтСПЪ§ОнЃЌБЃжЄГпДчl1ЃЌВЂЧвЗћКЯl1= l+1ЃЏ2ЃЈd1+d2ЃЉЕФГпДчвЊЧѓЃЌШЁЯТзъМаЭЗЩЯЕФаОАєЃЌбЁдёКЯЪЪЕФТщЛЈзъзАЩЯЃЌзъМгЙЄЕкЖўИіПзЃЌБЃжЄМгЙЄЕФСуМўЁЂЙЄМўСНПзжЎМфЕФПзОрОЋЖШвЊЧѓЁЃвВПЩВЩгУЭЌбљЕФЗНЗЈМгЙЄПзЯЕЃЌБЃжЄПзЯЕМфЕФПзОрОЋЖШвЊЧѓЁЃ
вдЩЯЪЧЧЏЙЄЪЕЯАНЬбЇжаЬсИпКЭБЃжЄЙЄМўзъПзОЋЖШвдМАПзЯЕЮЛжУОЋЖШЕФживЊЗНЗЈжЎвЛЁЃЁАНЬбЇгаЗЈЃЌНЬЮоЖЈЗЈЁБЁЃдкНЬбЇжагІЭЈЙ§ИїжжгааЇЪжЖЮЃЌжЦЖЉвЛЬзКЯРэЕФЁЂЧаЪЕПЩааЕФНЬбЇЗНЗЈКЭНтОіЮЪЬтЕФЗНЗЈЃЌжИЕМбЇЩњгУЫљбЇжЊЪЖДЅРрХдЭЈЕиНтОіИїжжЪЕМЪЮЪЬтЃЌетЪЧЮвУЧНЬЪІЕФжАд№ЫљдкЁЃжЛгаетбљЃЌЮвУЧВХФмдкНЬбЇЙ§ГЬжаМАЪБЗЂЯжЮЪЬтЃЌМАЪБЕїећНЬбЇжиЕуКЭФбЕуЃЌВЛЖЯЕиИФНјНЬбЇЗНЪНЗНЗЈЃЌВЛЖЯзмНсЬсИпЃЌвдДяЕНРэЯыЕФНЬбЇаЇЙћЁЃ
ВЮПМЮФЯз
ЁЖЧГЬИЩњВњЪЕЯАНЬбЇЕФПЮЬУЛЏЁЗ [j].ЪЕбщЪЕбЕЃЌ2005ЁЃ
ЁЖЧЏЙЄЪжВсЁЗЛњаЕЙЄвЕВПГіАцЃЌ1988ЁЃ
ЁЖЧЏЙЄЙЄвебЇЁЗЛњаЕЙЄвЕВПГіАцЃЌ1988ЁЃ