1���� ��
�˺ӷ�������˾��̨sg?440/13.7?m562ѭ����������¯���ֱ���2003��9�º�2004��2�����Ͷ�����У������ҹ�˾����̨ѭ����������¯�����Ϻ���¯����������ѭ����������¯�����ڵ��͵ġ����ߡ�������ơ�������߰�װ����Ʒ���Ի���Ͷ����������γ������⣬Ӱ���˻���İ�ȫ���У�����ͨ�����豸���ڵ������������������ܽᾭ���ѵ��Ѱ�ҶԲ߽�����⣬��̨��¯Ŀǰ���бȽ��ȶ���
2��ѭ����������¯���
sg?440/13.7?m562ѭ����������¯Ϊ����ѹ�м����ȣ�����Ͳ��Ȼѭ����ѭ����������¯���Ϻ���¯������˾����������������alstom��˾ѭ����������¯�����Ļ����ϣ�������alstom��˾��֤�����Ƚ������ͼ�ʮ̨����ѹ�м�����ѭ����������¯��ơ����졢���еľ��飬���б���¯��ȫ����ơ�
sg?440/13.7?m562ѭ����������¯��Ҫ�ɹ�Ͳ������ʽȫĤʽˮ���¯�š�����ʽ�����������u�ͷ��ϻ�·�Լ����̾�������������ɡ�
¯���ϲ�����4Ƭˮ������16Ƭ��ʽ������������ˮ�����ԳƲ��������Ҷ��ࡣ¯������̾�֮�䣬��������̨���ȸְ�ʽ���������������������²�������һ̨�ǻ�е�ġ�u���ͻ��������������ײ�����������ñ��ʹ������������¯�š�
��¯����������磬һ�η��¯�ŵײ�����塢��ñ����¯�ţ����η��ȼ�����岿�ֽ���¯�š���¯�������ĸ���ú����ĸ�ʯ��ʯ���Ͽڣ����ȵز�����¯ǰ��¯�ŵײ����иְ�ʽһ�η��ң�������¯��ˮ����¼����ϡ�wWW.11665.coM����¯���ô����������ʽ�����Ϲ�����4֧�����Ҳ�ǽ��2�����ʵĵ����ǹ��ͬʱ��¯��ȼ�����������������һ̨��������������
����¯��Ͳ���ı��Ϊ47000mm,g������k���������Ϊ37200mm,�������Ϊ21000mm,���Ҳั����Ⱦ�Ϊ5000mm����
3��ѭ����������¯�������Ϸ������Բ�
3.1¯��������ĥ��
ѭ����������¯�����cfb��¯�����˸�Ч���ܡ�����Ⱦ�����ȼ���ŵ������һ�������ص����ȼ�����õĹ㷺�ԡ�����Ϊ��ˣ�����ѭ����������¯��ȼ���˸�ˮ�ݡ����������������ú��ȼ��ʱ�������к��д����ķɻҿ�������Щ�����Լ��ߵ��ٶȳ�ˢ¯�ڼ����豸��ʹ������ܵ����ҵ�ĥ�𣬷����ֲ��������ƻ������������¹�ͣ¯��
¯���������ĥ����Ҫ������ˮ����Ľǡ��������ϲ�����λ�á��¶Ȳ����Χ��¯�����������桢��������������λ�õ�ˮ��ں������Լ����츽������������λ�þ��������ϵĴ������������������ɻ�Ũ�Ⱥ��ٶ���Խϴ������û���ڸô�����������ķ�ĥ����˾ͳ����˷�ĥ��ä�㡣�ݲ���ȫͳ�ƣ�ȫ������������¯��ĥ����ɱں���������ܵ��¹�����26.41%�dz�����������λ��
3.1.1������λĥ���������
3.1.1.1������������
��ȼ�����У��Ӵ��ĵײ�������������������Ĵ�������Ϊ��������Ҫʹ�������ϵĹ������������������״̬��ʹú�ۿ������Գ����Ч��ȼ�գ���¯�ײ���װ�ó����Ŀ�������������㹻���ٶȡ�ǿ�Ⱥնȣ�����֧�Ź�������ϲ��ͬʱ������ǿ�ҵ��Ŷ����о����֣��������ܶȦ�s(1-��)=8-10kg/m3ʱ����s??�����ܶȣ���??��϶�ʣ�������ϸ�����ͻ�۳ɴ������ţ��žۺ������������������������Ӵ��Խϴ������ٶȳ����������б߱�ЧӦ��ʹ����������?�������γɽ��ڴ���Ũ����������б�������˶����½���¯�ڻ��������������˴�֮���Լ���¯��֮�����Ƶ����ײ����Ħ����ʹ¯�ڳ��������ص�ĥ��
��¯����һ������飬����ˮ�����������ĥ�Ϲ��Ȳ�λ��ˮ����ձ���ֲ�ͬ�̶ȵ�ĥ�𣬾�����Ϊ4.7mm��ĥ������1.8mm��
3.1.1.2 ��¯��������������
������¯���ڵĹ������������棬������λ�����������ؾ�ͨ������Ũ�ȡ����ٶȵķɻҿ����������������ڵ�λʱ���ڿ������������ײ���ʣ�����֪�����ܱڱ����ĥ��������ײ�����Լ����ٳ����ȣ�
t�� (��k��3/2g)��
ʽ�У�t ??�ܱڱ����ĥ����,��λΪg/m3
��??ʱ�䣬��λΪs
g??�������ٶȣ�g=9.18m/s2
��??�ɻ��ٶȣ�����Ϊ�����������٣���λΪm/s
��??�����зɻ�Ũ�ȣ���λΪg/m3
��??�ɻ�ײ����
��ˣ�������¯���ڵ����������棬�ر��ǵ�һ�����ŵĹ�����ĥ������ء�
��¯����һ������飬��������ˮ�����ĵ�һ�Ź������ǽ��Ե�һ��ĥ���Ϊ���أ��������ں�Ϊ5.2mm��
3.1.1.3��¯�ų��ڣ����������ڣ�
¯�ų��ڴ���������ͨ�����轵����ʹ����d50Ϊ40��70��m�Ĺ���������ٵ�����ٶȣ��������������������ٽ��ٶȣ���ͬ�ṹ�ķ��������Ÿ��Բ�ͬ���ٽ��ٶȣ��������˽⣬һ����һ�ٽ��ٶȴ�25m/s���ң��������ٶȵĹ��������¯�ų���ת�䴦���׳ư������������ϴ����������ǿ�ҵس�ˢ¯�ų��ڹܣ�ͬʱ�����ܶȵĻ�������ܱ�����ײʱ��ʹ�����������˷�����֮��Ľ������ʹ���Ѵ��ڸ��´��ľֲ��ܱ����¶���������ô�����������ʹ��������������ĸ��������ĥ��
��¯����һ������飬���ַ������������ˮ���ĥ���Ϊ���أ��ر�������ĥ�Ͻ�ϴ���һ��ˮ��ڹܳ�ˢ�������఼�ӣ���ȴ�2~3mm��
3.1.2���豸�������
���¯��������ĥ�����ص��������Dz�ȡ�����´�ʩ��
��1����ˮ�������Ĵ��²�㣨Լ���26�ף�����������������ùܽ���ȡֱ��
��2�������ڹ�������ӭ�����װ�˲�����ĥ��Ƭ����Ƭ����������ӵĽǶ�ĥ��150б�ǡ�
��3�����ǵ���������¯�������Ժ�������ĥ����ձ��ԣ��������ô������¯�ڲ����������������Ϳ����Ϳλ��Ϊ¯���Ľ�ˮ��ڡ�����������1.5�ס��������˸�0.2�ף���������1.5�ͷ���������������Ӧ�IJ�λ��
3.1.3�����в�ȡ�Ĵ�ʩ
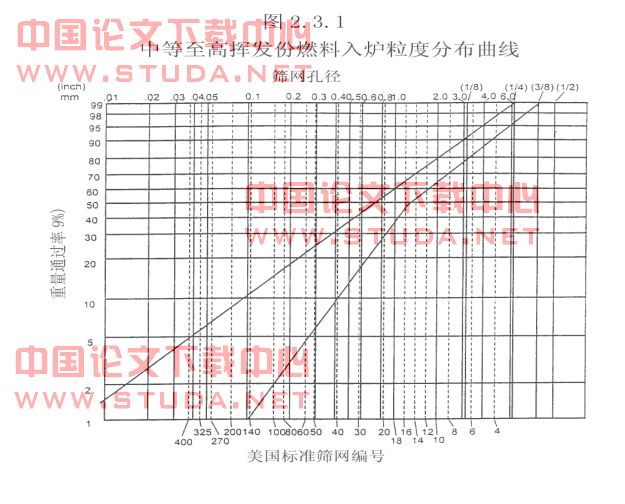
��1��ѭ����������¯������ĥ������������ٶȵ����η��Ϳ���������ƽ�������ȣ�Ϊ�˼���ĥ������ϸ������¯ú�����Ⱥ���ֵ��ϸ������������������ͼ��3-2����ʾ��
��ú�����ȵľ���Ҫ�������3-1����
ͼ3-2
��3-1ú�����ȿ��Ʊ�
ɸ�׳ߴ� ͨ����ռ����������%��
(mm)
10mm 100��
8mm 98��100��
6mm 95��100��
3mm 78��90��
1mm 38��60��
�����ϱ���ʾ�ķ�Χ����Ϊ���ϸ�
��2������¯ú����ֵ�����ϸ��ȡ�����飬ȷ����¯ú�ĵ�λ����������У��ú�ּ�����19500kj/kg,������С�ڸ�ֵ��ú��һ�ɽ��в��գ���ֹú������
��3���������ǹ�˾���ڵ�ú�ֵ���ֵ���ѴﵽУ��ú�ֵ���ֵ��Ϊ�˼��ٷɻ�ĥ�������Σ������֤�����ڹ涨�ķ�Χ�ڣ���������¯ú���ж���ȼ�գ��ϸ�ȼ�Ϻ���������69t/h���¡�
��4��¯���������ĥ����������Ա�ĵ����кܴ�Ĺ�ϵ��һ�����η����Ⱥ�����Ũ�ȶ��������ĥ����ֱ�ӵ�Ӱ�죬�ڱ�֤¯�ڴ����������õ�ǰ���£���С�ܷ�����145mw����������450t/h���ҡ�
��5���ڱ�֤�ϲ��ѹ�����ֲ���ǰ���£�����¯�Ų�ѹ��145mw������ѹ��13.4~14.5kpa���ҡ�
��6������ȼ�չ������������Ʒ�����ȣ���С�����ࡱ���������롣
��7��ú�������Ӧ�������ȣ����ļ��ӣ�����¯�ڵ��Ŷ���
��8���߸��ɣ��ڱ�֤��������ǰ���£�������ѭ����������
��9��������������ÿ360����Сʱ�û�������һ�Ρ�
��10����չ���ֻ�������Ż�ȼ�յ������ḻ���飬����鰲ȫ�������ԡ�
3.2��¯����ĥ����
�ǽ�����ĥ���ϣ����������ȶ��Ժã�ʩ��ά����ѭ����������¯��Ӧ��������ĥ���ϣ�����̨��¯�ľ��ñȽ���˵Ҳռ���൱��ı������ǽ�����ĥ�����ж�����Ʒ�벻������Ʒ��������Ʒ��Ԥ��Ʒ��שΪ������ש��ѭ����������¯�д��������ĥǽ��Ӧ�ý϶࣬�����Ͳ����������β���̵��ȣ�Ŀǰ�����й���ʯש��ﯸ�����ש��̼����ש�ȡ���������Ʒ����Ϳ�ϡ���ĥ�ͻ�����ϡ���ĥ�ͻ��ϡ���ĥ�ͻ�ע�ϵȡ�
��ĥ�ͻ�����ϣ������ͻ���ϡ���ϼ���Һ����ɵĻ���ϡ�����״̬Ϊ���п����Ե�����״������״�����ţ�����ֱ��ʹ�ã���Ҫ��ϼ�����Ϊ�մɡ���ѧ��ϼ����Ե����ֹ����е������ѹ�ƻ�ѹ����ʩ�����ڸ��ڳ��µļ���������Ӳ������ĥ�ͻ��ϵ���ɻ�������ĥ�ͻ��������ͬ������ͬ����ĥ�ͻ��ϣ�һ����˵�����ֳ����䣬�ö�������٣��������������������������ĥ�ͻ�����ϣ����˾ô棬�ر��ǿ������Ӳ�����ʽ������������ϴ������ʩ������������¯���ڵ����ȹ�����ʹ���ִ�Ŀ����������ڹܽھ�֮�䵷��ѹ������ʵ��ʩ�����㡣
��ĥ�ͻ�ע�������ͻ���Ϻͽ�ϼ���ɵĻ���ϡ�����״̬Ϊ��״����ˮ������Һ�����ʹ�á���Ҫ��ϼ�ΪˮӲ�Խ�ϼ���Ҳ���Բ����մɺͻ�ѧ��ϼ����Խ�ע���ķ���ʩ����������ȼ�������Ӳ����
������ĥ�ϵ�����Ҫ������¯�����������������ײ��������������ڼ�����λ�á��������������������ڡ���������ƽ��λ�ã�������Ҫ�������ĥ��������������������ԭ���Ƕ��ġ�
3.2.1����ĥ����ԭ��
��ĥ�ϵ�����Ҫ������ԭ����ɣ�
��1����Щ��ĥ���䱾���ijɷ���Ȳ�����Ҫ��ʹ��ĥ�ϵ��ȶ��Դﲻ�����Ҫ����Ӳ�ȼ����Լ�ճ�������ͣ���ĥ�ϼ���ĥ������䡣
��ĥ���ϵĵ�������ѧ���ܷdz���Ҫ��һ����˵����ĥ���ϵ���ѹǿ�ȡ�����ǿ�ȡ���ĥ�ԡ������ȶ��Ժ������߱仯����Ҫ�Ŀ���ָ�꣬ͬʱ��������ѹǿ��ָ��ҲҪ���ǡ�����������ĥ���Ͻ�ϼ���1200�������¶��ս�����һ��ǿ�ȣ���1200������ʹ�ã����ͻ���ϴﲻ���ս��¶ȶ�����ǿ�Ⱥܵͣ���ˣ�����������¯��ѡ��Ч�������롣
��2��ʩ�����ղ���Ҳ���������ĥ�ϵ�����ʩ����û���ϸ�����ˮ���������ϼ���Ũ�Ƚ��к�����ȣ���ĥ����ˮ�ֽϴ����û���ϸ��պ�¯�������߽��к�¯��ʩ��ʱ���������ͷ첻����Ҫ������ͷ���ƴ�������ȣ��������м��������ĥ�ϴ�Ƭ���䡣
��3����ƽṹ������Ҳ�������ĥ�����䣬���磺ץ������ש�����������Լ����ǿ�ȽϵͶ��������ĥ�ϴ�������䡣
��Ŀǰ����������ҹ�˾��̨ѭ����������¯�ķ�����������Ʋ��Ǻܺ�������ǽԭ��ƺ��304mm���ڲ�Ϊ150mm���ǿ����ĥ�ͻ�ש�����Ϊ154mm����ͻ��½�ע�ϣ�����ש�����ͻ�ש��ס���ýṹ��ǽ����Ч����������ǽ�����䣬��������г���Ƴ�����ʽ�ṹ��Ч���Ϻá�
��4�����в�������Ҳ�������ĥ�����䣬��ĥ�������¶ȵ��������������ͻ���������������ͻ������ܵ�Լ���������ڲ��ͻ����Ӧ������ĥ�������Ǿ��ʵĴ��Բ��ϣ��������Ʒ��ȣ����������ȵ��ʺ͵��Խ�С������ǿ�ȵ͡��ֿ���Ӧ���ƻ�������������Խϵͣ�����������¯��ͣ¯��ȴʱ��������ϴͻ������ĥ�ϵ����Ȳ��Ȳ������ƶ����䡣
3.2.2�������ĥ��������ȡ�Ĵ�ʩ
��1������ĥ�Ͻ������б꣬ѡ�������ʵġ������������Ϻõ��ͻ���ϳ��ҽ���ʩ������ʩ�����ϸ�ʩ�����գ���ǿ�����ල������ĥ�ϵijɷֽ��в����ڳ�����飬�Բ��ϸ�IJ�Ʒһ�ɾܾ�ʹ�á�
��2���������������λ�õ���ĥ�ϣ��ɻ���ײ����������ٺ�������ߣ�ĥ�������ء���ά������������ǶԸô�����ĥ�Ͻ�����ʩ�����죬��ԭ�е��ͻ�ש������������䣩������
y��ץ��������ץ�����溸���˦�6mm�IJ�������������60mm�ĸ��¹�������ձ���м����ױ���ש���ڲ㸽��150mm�����ĥ��ʵ�ϣ�����8�����µ�ʵ�����У�����Ч����ǿ�ȶ��dz��á�
��3����������ˮƽ����ĥ�Ͼ������䣬��ʹ�ô��������պ죬�������ô�����Ըô������˸��죺����ĥ�����ڲ��װ�˳��͵�̼����Ԥ�ư壬�ð����£���ĥ���ˢ��ʹ��Ч���ȽϺá�
��4������ʽ��������ˮ�������²�����������������
��5��Ϊ�˱��������ĥ���������������ÿ��ͣ¯����������Ӧ�ϸ����������߽��в�����
3.3������������
#3��4¯��Ͷ����������ʽ��������κ��ȶγ����¶�һֱƫ�ߣ���135mw��γ����¶���ߴ�475��,�����ֵ�߳�50.8����һ������������ˮ��26.1t/hʱ���ȶγ����¶���ߴ�534�棬�����ֵ�߳�40.6�棬���У�3��4¯��ʽ���������¶β��ֹ������ڹ��ȳ�������ī������
3.3.1��ԭ�����
��1) �ڹ�¯���ʱ�����������Ա�Ƚϱ��أ����¯�ڹ�����������϶ࡣ
��2) �ڹ�¯���ʱ��û�п��Ƿ��������ڻ�����������ܺ�ǽ�ܵķ�����������
��3) ȼ��ú��ƫ�����ú�ֽϴ�
��4) �����з������ƫ��ϴ�
3.3.2���豸����
��1) #3¯�ֱ�����������ȥ����һ���������²������˲�����ĥ�ϡ�
��2) #4¯�������������ײ������˲�����ĥ�ϣ��Լ���������������������������
��3) Ϊ�˼����������ӵ���ƫ��ֱ���ÿ������ǰ������Ĺ��������˲�����ĥ�ϡ�
��4) Ϊ�˼��������ܺ�ǽ�ܴ��ķ����ȣ��ֱ�#3��4¯���������ڻ�����������ܺ�ǽ�ܼ�װ�˸��Ȼ��塣
3.3.3�����в�ȡ�Ĵ�ʩ
��1�� �������У�������ǹӦ�����Ż����ã�ȼ���������ʵ�����ת����ʱ�����������ſ��ȡ����ڢ�������·����Ҫʱ��������������ţ�ά������ѹ���ȶ�����֤�������²����£���Ҫʱ������ǹͶ��������
��2�� ���к���������ɣ����ָ�ѹ����ȫ����ʹ��ѹ�����¡����ɰ���̹涨������������죬�����������±仯��
��3�� ����Ͷúִ�С���������ú�Ĺ涨�����ݴ��±仯�ʡ������仯��ȷ���Ż�����������ú�������ȶ��縺����ߴ��º�����Ͷú����ú�������������ӣ�ʹ��ѹ�ȶ����ߣ�ע��һ���η����ĵ����������ȼ�ɷ�¯�ڻ���ȼ�գ�����ʧȥ���ơ�
��4�� �������±仯�������ʱͶ�롢��������ˮ���ر�ע��һ������ˮ�ĵ�������֤�����ȶγ������¡����²����¡�
��5�� ��ú�ȶ����ݴ��±仯�ʣ���������600�����ϣ���ʱ��һ�г���ǹ���У�ע��ֹͣ����ǹ�Դ��µ�Ӱ�졣
��6�� �����ɹ����У�ע��¯�Ž����ڲ�ѹ��¯�����´�ѹ��������ѹ���ı仯����������һ���η��������ʱ�����û����ϣ���֤ϡ����ȼ�շݶ���ƴ��¼��������ٶȡ�
��7�� ����ʱ��һ�η�������洲�����ߣ�һ�η�������ͣ���������һ���η���������η��ſ��ȣ���С���㴲������������������²��С�������²
��8�� ��ֹ�����������������³��£�Ӧ��������������������ϣ������ɹ����У�Ӧ��������Ϊ������������ˮΪ����
��9�� �߸���ʱ���ϸ�̹涨���ڴ��£����ȸ�ú������ú�ʣ��ʵ���ߴ�ѹ��ͨ�����ƴ��¿����������³��£���������һ���η���������η��ſ��ȣ�����������ͨ�����Ʒ������������¼�����ƫ���ֹ���������������������³��¡�
��10���߸���ʱ��ע��Э��һ����������ˮ��������֤�������ڡ����������ڡ��������������¡������ڹ涨��Χ�ڡ�
��11���߸���ʱ����ǿ�����������������ң�������Ϊ���¶���ɱ��³��£��������������¶����³�����ì��ʱ�����ȱ�֤�����������������²����£�������������£������������������²�<27�棬�������ȣ�����a��b����֮��<14��Ĺ涨��
��12�������ֹ��������¡����������½ӽ����ޡ�����ʱ����ǿ�����ģ���ʱ���������Ȳ�������������Ч�����³�������鸺����ì��ʱ����С��¯���ɲ��㱨ֵ����
��13���ȶ����й����£������������±�������������������540���������֡�����ˮ����Ӧ�������ȣ��������²���������ȱ仯��
��14���������϶�ú�ָ�ʱ���������Ӹ�ú�������ƴ��¡���ѹ�����ȶ���������ע������¡����µļ��ӡ�
��15���������ӽ��е��쳣���ʱ�����ʵ������ɣ����ƴ��������ٶȣ���ֹ���¡����³��¡�
3.4����������������
��̨��¯��������̨���������������ֲ���¯���²����࣬���������ײ㣬������ˮ��Ϊ��������Ϊ����˫��ȴ��ʽ����¯�ܻ���Ϊ14188.4kg/h��һ̨����������Ƶ��ų���Ϊ��¯�ܻ�����50%��һ̨���������������¯�������е���Ҫ���������Ľ����¶�Ϊ880��c��������������������ȴ�ҵ���ȴ�������ڵij����¶�Ϊ150�棬����ȴ�����ι��е�ˮ�´�35����ȵ�70�����������������ֻ��Ļ���ϵͳ����ȴˮ�Ľ����¶�Ϊ35�棬ѹ��Ϊ1.2mpa������Ϊ80000kg/h����ƴ����������������������������
�˺ӷ��糧��Ͷ��������Ƶ��������������������¯�Ŵ������ų�����ɴ�ѹ���ߣ����ȼ����ɽ��д��������ڳ����������ὸ�������ͣ¯��
3.4.2��ԭ�����
���������Ƶ��������ԭ����Ҫ���������㣺
3.4.2.1�����½ὸ
��1�� ���¹�����ɽὸ
��2�� ϸ���δ��ʱ��������ϸú���ķֲ������������������ȼ�շݶ�Ӵ�����߽ὸ��
��3�� ��������Ͷ�����������У���ú�����������ڣ�ʹ�������ڷ���ú����ȼ����ɸ��½ὸ��
3.4.2.2�����½ὸ
��1�� ͣ¯ʱ������ú��δ��ȫȼ�վ����������½ό����������������ڡ�
��2�� ��粻������¯���ڵ������У�¯�����������������¯�žֲ��ό��
��3�� ¯�����������������ڲ�����������ʹ���½���������
��4�� ���½�������������У���������ͣ�˼���ɨ�����У�����Ϊ�ں˹�ѩ���Ƶij����γɵ��½���
3.4.2.3������ԭ��ό
��1�� ��¯����ȱ����ɵ���������������¯���������顢�����ܴ��ķ�ñ���������������ͻ�������������ɽό������
��2�� ���������ȱ�ݣ��������м��ǽ���ߣ��ϴ�����������������ѣ����ѱ��Ӣ��Ҵ������ҡ�
��3�� ��������������¯�Ÿ��룬������û�������ֶΡ�
��4�� ���е��������У����������йؼ������ļ��Ӳ���λ��
3.4.3���豸�������
��1�����������ڵ��м��ǽ���ͣ�����5���ͻ����ש���߶�Լ400mm��Ŀ���DZ��������ڵ������븱�ң��Ӷ��������������ų���
��2���������������ڵĸ߶ȡ���������ߴ�4.733���½���3.84�ס�������a����4.733�ߴ��������������ú��8mm�IJ���ְ壨1cr18ni9ti��������ס��b�����3.84�״�����������ǽ�÷�俪�ק�273mm����ֱ�����ʵ��Դ�Ȼ���ç�273x10�ĸֹ���ԭ���������ܵ��������ܵ����273x10�����ʣ�q235-a���ܵ���������������֮��Բ�ܺ��ӣ�����߶�8mm��
��4�� ���������ط���������ֶ������š����Ӹ��ֶ������������ã�һ�ǵ�¯�������ڶ���ʱ���Խ����Źرգ�������������ķ罫�����ڹĿ������ǵ��������ڽὸ����ȴˮ�ܵ�й©ʱ���Խ����Źرպ�����¹ʴ�����
��5�� ���������ײ���װ��ѹ����㣬����ѹ��������������ʱ�䡣
3.4.4�����в�ȡ�Ĵ�ʩ��
��1���ϸ���ƴ��£������¿�����850��~900�棬�Ͻ����³���950�档
��2��ÿ�����¯ú���м��飬�ϸ������¯ú���ȵľ����ԣ�����֤���Ȳ�����10mm�������г������ʱӦ��ʱ����ϸ�����ͷ��
��3��������Ͷ��ʱ��ѡ���´ﵽ600��ʱ��Ӧƽ��Ͷ�룬��֤���ϵõ����õ������ʹ����е�ú��ȼ����ʹ�����������ܵ�������Ӧ������
��4����ͣ¯Ϩ���Ӧ��ǿ¯��ͨ���Ա�֤�����е�ú��ȼ���͵õ��������ȴ�������ܼ��Ӵ��²��ó���400�棬�����������������Ӧ�Ӵ�ͨ������
��5����������һ�����η���ȣ���֤���ϵõ����ȼ����������
��6����������a��d��ú���Ľ�ú����ʹa��d��ú���ĸ�ú������СһЩ��һ������Լ��������ĺ�̼������һ������Լ��ٲ�ǽˮ��ڵ�ĥ��
��7��ʵ�м�������������������ڵĴ�����һ��λ�ã��Լ��������Ŀ�ȼ�ﺬ����ʹ���ϵõ���ֵ���ȴ��
3.5����ú����ú
��̨��¯������̨��ú������ԭú�֣�һ��ԭú�ֱַ��Ӧ��̨��ú�����Ա��30����22��Ϊһ�壬��22��������18.5�ֳ���������ú���ֱ�����̨��ú�����ӡ�ÿ̨��ú�������ӵ�ú������4̨�����ڡ�ԭú�������״Ϊ���ͣ� 12mm���q235�ְ壬�ڳ�3mm����ְ壻ú���²��տ�Ϊ���ͣ���װ�綯����ţ��ɡ��췽��Բ���ճ�ԲͲ�������ú������Ͷ��������Ƶ��������ú����ú����ú���ֱڹ�ú���أ��侭���������ɵ�������Ч����ֻ�����˹������ô��Ͷͨ���ر����꼾úʪ����ú�����Ϊ���ء�
3.5.1��ԭ�����
��������۲��������Ϊ��ú�����Ƶ��������Ҫ������ԭ����ɣ�
��1�� ��¯ú��ˮ���ϴ�������ú��ճ�ȡ�ʵ��֤������ú�ĺ�ˮ����8%~15%��Χ��ճ�����ú��ú���м�����������ú����
��2�� ú�ֺ���ڵ綯�Žṹ��������ú�����Ϊ���ͣ���ڵ綯��Ϊ���ͽṹ����̨��ú������һ��ԭú�֡��м�ֲ�������ú�������ú�������ڲֱ��ĽDz�����˫��Ħ�����ͼ�ѹ��Խ�ӽ���ú�ڲ�λĦ�����ͼ�ѹ����Խ���������ĽDz�λ��ú�ر����ء��綯����ź�Ϊ���췽��Բ���ṹ���������ʱԤ���߶�̫�̣���������̫�죬����¶ȼ�С����ú��
3.5.2���豸�������
��1�� ��ԭú�ֽ����˸��죬��ԭú�ֵķֲ洦�����ɷ���ΪԲ�νṹ���������γ�˫�����ͽṹ�������߷���pst�壬ȥ�������ڣ�ÿ��ú���ԳƼ�װ���ɱ�����ͨ��˾���������ɻ���
��2�� ����ú����ڵ綯����Ÿ���Ϊ˫��Һѹ�ţ�����ΪԲ��Ͱ��ṹ������Һѹ˫������ƣ���Կ��ء������ŵ��ڱ�ΪԲ���ͽṹ���Ӷ�������ú���űڵ�Ħ�����������ź��ú����ķ�����
3.5.3�����в�ȡ�Ĵ�ʩ
��1����ǿ��¯ú�IJ��䣬�ϸ���¯ú�Ļ����ƶȣ�����¯ú��ˮ�ֿ�����8%���ڡ�
��2��ÿ�����õ�������ʱ������һ��ú�ֵ�úλȼ�գ��Ա��ڽ�����ú�����ܵĻ�ú���������ɾ������ⳤ����ú������ɵ��Ľǻ�ú��
��3�� ��ǿ��úѲ���ƶȣ��ž��������ú����ɶ�ú��
��4�� �����ʱ��ͣ¯��������пղ�ȼ�մ�������ֹú�ڲ��ڳ�ʱ��ѻ���ɽ���ú��
��5�� ���������úʪʱ��ú����úӦ��ȡ��úλ������ú�İ취��ʼ����úλ�ڽϵ�״̬�����У�����ʪú�ڲ��н�顣
3.6���ǽ������ͽڵ���
��sg?440/13.7?m562ѭ����������¯������ԣ�¯������������������̵�֮�䡢����������������������̵�֮�䡢�����̵���β��ǰǽ���֮�䡢��������ֱ��֮�䡢��������¯б����������֮�䡢������������������������֮�估���Ϲ�������֮����зǽ����������ͽڣ��Խ������̬����̬����֮�����ά�����λ�ơ�
��Ͷ������������¯������������������̵�֮��ķǽ������ͽڣ���������ͣ¯��鷢�������ڵ���岿�ֱ��Ρ��ջ�����ĥ���Ϊ���أ������ڲ��ַ��������ޱ��������ܣ��侭��δ�����ʼ��û�дﵽ�����Ч����
3.6.1��ԭ�����
��1���ֳ�ʩ��ʱ��û���ϸ���ʩ��Ҫ�����ʩ�����������ڵķ��������ϲ���ʹ�������������ߡ�
��2�����õĵ������������ܽϲ�����������ȱ��Ρ�
��3�� ���в���������ɸô�����ѹ��������ʹ�������������ߡ�
��4�� ������ǰ����ĥ�����䣬����������ڷ���ʧЧ��
3.6.2������������ʩ
��1����ǿ���мල��ȷ����������ڵ�ѹ�������ڡ���ѹ�����С�
��2������ͣ¯����������ڽ��м�飬��ʱ�����������ڵĻ��ң����ַ����͵�������ʱҪ��ʱ���и�����������ֹȱ������
��3��������ǰ�������������Ͳ��Ȼ�����������ƣ�ÿ��ͣ¯ʱҪ�������еĻҼ�ʱ��������������¯����ʱ���������������ڡ�
3.6.3���豸�������
��1����������Ȼ�����Ϲ���ԭ��Ƶġ�z���ͽṹ��������ǰ����ǽ�������ں�����15mm��ȣ�������ƽ�����ɡ�
��2���������ڲ���������̶��ã����æ�5mm������������У�������æ�2mm�IJ�������Ƴɵġ�u���ͻ���������ϵ����塣
��������͵��������Ϊ1cr25ni20si2���²��ϡ�
4���� ��
ѭ����������¯�������ȼ����Ӧ�Թ㣬����ȼ�յ��������ŷ����ͣ���ʵ��¯��������ŵ㣬��Ӧ�˵���������Դ�뻷������ͬʱ����˸���Ҫ��ij�������ˣ�������ѭ����������¯�õ���Ѹ�͵ķ�չ��ѭ����������¯������Ҳ����������������Ϊ�ҹ�˾��̨440t/hѭ����������¯����һ���������ֵ��������ۣ����Ŷ���������¯��ʶ�ļ���;���Ľ�һ�����ۣ���������¯�İ�ȫ�ɿ��Ժ��ȶ���Ҳ�õ��˺ܴ���ߣ�ϣ�������ܹ�������ͬ����������¯�Ĺ������ṩ����İ�����ͬʱ��Ҳϣ����λͬ�оͱ��ĵIJ���֮������ָ�����������Ľ��顣
�ο����ף�
[1]����������ࣺ��ѭ����������¯���������밲ȫ���С��й����������磬2002��档
[2]���˿ɷ������������������Ͻ�������ӿ�������顢��ѯ�졢�������ȱ�����ѭ����������¯������������С��й����������磬1997��档
[3]����֡����˲��ȱ���������¯�øּ��亸�ӡ�����������ѧ���������磬1988��档
[4]����֮��ȱ���������¯��ȫ����������������ҵ��ѧ���棬1980���
[5]���κ��ˡ�������ȱ�����ɽ���������Ź�˾���桶����ϵͳ�����ϡ�
[6]�����������Ծ�����ϣ��������ࣺ��������רҵӢ�electricpower english����ɽ����ѧ����������1998��档