[摘要]通过介绍级进模排样、镶块、模板和其它零件的设计过程,指出了级进模设计中应注意的事项,井午绍了模具生产中一些常见故障和解决办法。
[关键词]:级进模;排样;镶块;间隙
1 引言
对冲压生产而言,单工位模具结构单一,生产效率低,而且钣金零件不能过于复杂,否则就需要多副单工位模具才能实现。如果采用级进模进行冲压生产,就司拟改变这些缺点。级进模的特点是生产效率高,生产周期短,占用的操作人员少,非常适合大批量生产。
2 级进模设计要点
2.1 产品的展开 计算 与排样
读懂产品图后,旨先要进行展开计算,产品的展开尺寸一般是通过经验公式得来的,也有的是通过软件计算得来的。无论用哪种 方法 ,应该保证计算结果是在允许的范围内。因为一旦展开尺寸计算错了,最后的产品―定是不合格的,再改正会很麻烦。所以应该对展开计算的结果进行验算,以保证展开尺寸准确无误。
设计排样图的过程,就是确定模具结构的过程,如呆排样图确定了,那么模具的基本结构也就确定下来了。所以,在进行排样设计时,要从全局进行详尽的考虑,不能受限于局部结构,而且还要多注意细节。例如:在分配每一步工位时,不但要考虑哪一工位冲裁,哪一工位折弯,哪一工位成形,还要考虑各个镶块应如何排布,排布的空间够不够,各个镶块之间有没有相互 影响 。WWw.11665.Com对于冲裁的工位,应主要考虑冲裁力如何分布均匀合理,冲裁模强度是否能够保证,复杂的冲裁应适当分察。对于折弯和成形等工位,则应考虑是否能一次成形,如果没有把握,应增加一步顶成形或空步,以方便模具调整。对于平面度要求高或成形中易形成翘曲的产品,应增加校平工位来保证平面度。
在排布工位顺序时,应注意前后上位不能有影响,否则应调整工忙顺序。例如:在进行z字形弯曲时,如果z字形弯曲而上有冲孔且冲孔位置有较严格的公差要求,那么就应该先进行z字形弯曲,然后再冲扎,这样就保证了冲孔的位置。
级进模的最后上位是根重要的工位.因为它涉及到产品如何从模具中取出。一般的出件方式主要包括吹出和落下,有的特殊产品也需要机械手取件。不论哪种方式,都需要进行切断,切断处的大小尺寸和位置要经过仔细考虑,因为它们不但影响到模具的出件,还影响到条料能否稳定、顺利地送进。而如果采用落料的出件方式,切断处的毛刺方向与其它位置是相反的,这要同产品设计人员进行研讨后才能确定。
设计排样时,在保证条料能顺利送进和稳定生产的前提下,应尽量减小料宽和步距,以降低钣金零件的成本。
2.2 镶块设计
(1)冲裁凸模。
冲裁凸模的形状是由产品的形状决定的,它可以采用直身结构也可采用加强型结构。主要的固定方式有:挂台固定、销钉固定、螺丝固定。压块固定、顶丝固定。这其中挂台固定最安全可靠,销钉固定不常用,其它3种固定方式主要是便于维修时快速更换。可以根据需要自由选择。
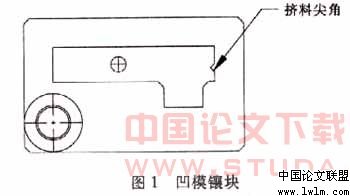
凹模刃口可以直接在凹模板上割出,但对于产量较大或硬度较高的产品,应设计凹模镶块,以方便维修。凹模镶块的固定方式有:挂台固定、螺丝固定、压块固定。
在设计单侧冲截的凹模镶块时,为防止产生废料上浮,应在不冲裁的一侧增加挤料尖角,挤住废料,不让其上浮,如图1所示。
(2)折弯镶块。
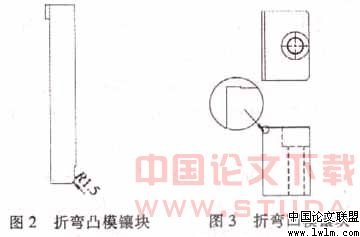
折弯镶块既可以用挂台固定,也可以用螺丝固定。折弯凸、凹模之间的间隙应为一个料厚。折弯凸模头部应设计为圆弧r角,以避免折弯时擦伤产品如图2所示)。对于自负弯曲的折弯凹模靠近折弯线处,应设计一条校正筋(如图3所示),使折弯时在产品根部产生塑性变形,减小回弹,保证90°弯曲角。
2.3 模板设计
标准的级进模模板包括:卸料板、固定板、凹模板、上模座,下模座。
其中卸料扳、固定板、凹模板是关键的3块模板,也是级进模必不可少的。固定板起着固定凸模的作用;卸料板主要起卸料、导向、压料3个作用;凹模板既可以充当凹模刃口,也可以在其上镶拼凹模镶块。3块模板之间用4个小导柱来导向,把4个小导柱固定在凸棋固定板上,在卸料板和凹模板上分别镶4个小导蜜,精确控制小导柱和小导套间的配合精度,以保证凸模的运动精度。
进行级进模的设计,有一项也很重要,就是设计让位,一般弯曲或成形等工位的所有后续 工位都需要让位,而且要充分让位,不但要考虑静态让位,还要考虑动态是否需要让位。
2.4 其它零件设计
在级进模中,一些辅助零件对模具的顺利工作也起着重要的作用。
(1)导正钉。在级进模中,导正钉对产品的精度有较大的 影响 ,一般在第一工位冲了2个孔,后续工位用这2个孔进行双导向,这样能够较好的保证产品的精度。设计导正钉时要注意控制导正钉的长度,当模具在自由状态时导正钉的直臂部分伸出卸料板的长度要小于产品的―个料厚,这样就可以有效地避免带料现象。
(2)来决定的,在设计送进高度时,应保证条料在这一高度迭进时,不舍被仟何镶块或顶杆阻碍。浮动送料钉不仅能将条料抬起,还对条料起导向作用。它的数量和位置要根据条料的宽度和厚度来相应地确定。
(3)拾料块和顶杆。当条料进行折弯、切门,拉伸等成形工序时,会产生包紧力使条料成形部位包紧在镶块上,不易脱模。为保证条料顺利弹起,应在适当位置设计抬料块或顶杆,依靠弹簧力梅条料顶出。而在最后工位,切断的产品有时会因为冲压油的作用粘附在模具上,所以最后工位上、下模均应设计顶杆,以防出现叠件现象并损伤模具。
另外,为了防止误送料和废料上浮现象损伤模具,可以设计误送料和废料上浮感应报警装置。
3 生产中的故障排除
在级进模的生产中,有时会出现一些故障,给生产造成影响,下面介绍一些常见故障的解决 方法 。
3.1 产品毛刺增大
当模具生产一段时间后,会出现生产零件毛刺增大现象,这时应当检查凸、凹模刃口,如果发现刃口磨损或产生崩刃,应进行刃磨,刃磨后给凸模或凹模垫上相应厚度的垫片。当凹模经过多次刃磨后,应当检查刃口直壁是否已被磨去.如果无刀口直壁,则要更换凹模镶块如果凸、凹模刃口无磨损,而零件上的毛刺不均匀,是因为冲裁间隙产生了偏移,这时要进行间隙调整。
3.2 废料上浮
在冲压生产中,废料上浮是个影响较大 问题 ,它不但影响生产,甚至会损坏模具。一般来说,圆形或方形等规则形状的废料容易产生上浮,而形状较复杂的异形废料则较少产生上浮。
下面介绍一些废料上浮产生的原因及解决 方法 。
(1)冲裁间隙大,如果在试模阶段就经常出现废料上浮,则说明冲裁间隙太大.应当重新制作凹模并减小冲裁间隙。如果只是偶尔产生废料上浮,可以在凹模腔内用电火花放电来增加粗糙度。
(2)凸模表面太光滑,废料在大气压作用下附着在凸模上,可以在凸模上增加气孔。
(3)单侧冲裁产生废料上浮,在不冲裁侧增加尖角挤住废料。
(4)冲压速度较高,应考虑降低速度,如因生产需要无法降速,可以在凸模上增加顶杆,顶下废料。
另外,还有一些人为因素,如刃唐后没有充分退磁、神压生产时使用过多的冲压油等,这些都应尽量避免。
3.3 叠件现象
在冲压生产中.最后一工位完成切断后,生产零件设有被及时吹出模具,仍然留在模具上,极易产生叠件现象。叠件是非常危险的,很容易损伤模具。产生叠件的因素很多,像吹气的风力不够、冲压油的粘附作用、生产件钩挂在顶杆上。针对这些因素,可以采取多种措施来防止叠 登件现象的出现。例如在冲压生产中要保证吹气的风力足够大,进行模具设计时在凹模板和卸料板上均增加顶杆,其中凹模板上的顶杆应设计大些,至少要比零件上的孔大,或者干脆采用拍料块结构,以避免生产零件钩挂在顶杆上。设计凹模板时,在保证冲裁强度的前提下,应在凹模板末端设计一条较宽的斜坡,以便生产零件能顺利地滑出模具。另外,在设计时还应考虑在最后一工位尽量让待切断的牛产零件伸出凹模板或伸出斜坡至少二分之一,尽量依靠生产零件的自重滑出模具。
3.4 漏料孔堵塞
在冲压生产中,如果出现汛料孔堵塞又没有被及时发现,很容易损伤模具,造成凸模折断或凹模胀裂。要防止漏料孔堵塞,保证漏料顺畅.一定要榨制好漏料孔的尺寸大小。对于一些细小突出的部分,漏料孔的尺寸要适当放大;而对于废料翻滚造成的漏料孔堵塞,要减小漏料孔尺寸。进行模具设计时.应给予漏料孔足够的重视,设计凹模垫板时要以凹模板为参照,保证凹模垫板漏料轮廓比凹模板漏料轮廓大,设计下模架时要以凹模垫板为参照.以此类推。最后,要保证安装板漏料孔比机床漏料孔小,否则,就要在下安装板上开斜坡,以保证废料最终滑人机床漏料孔。
另外,凹模刃口磨坝或冲压油过多过帖也会造成漏料孔堵塞,要及时刃磨或减少更换冲压油。
3.5 送料不畅
送料不畅轻则 影响 生产,重则损坏模具。产生原因有以下几方面:
(1)生产时送进步距与设计的步距有差异,应调整送进步距。
(2)抬料钉间距过大,应增加抬料钉数量。
(3)条料抬起高度不够,条料容易钩挂在抬料块或顶杆上,应增加条料抬起高度。
(4)抬料钉送进间隙过小,条料送进不流畅,应适当放大间隙。
(5)条料过宽过薄,容易产生翘恤,应在条料中间增加抬料块。
4 结束语
设计是源头,设计虽然只占模具成本的10%左右,却决定了整个模具成本的70%-80%,所以,设计人员在设计时一定要详尽地考虑模具结构,考虑提高生产率,如何方便维修。但是,又不能完全依赖于设计,在实际生产中要具体 问题 且体 分析 ,根据实际状况进行模具调整也是必需的。在生产中模具的维修、保养也是很重要的。在模具维修时.应该多注意细节,找出根本原因,引对其维修。在拆装模具时,要认真仔细,以防损伤摸具。定期的维护、保养可以大大提高模具的寿命。