1 零件结构
如图(1)所示为零件图,材料 material:egc-qs 20/20、厚度为t=0.8、经 分析 所使用的冲床为punching machine: 110t
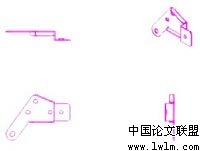
图(1)零件图
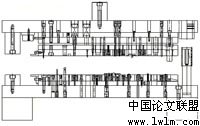
该零件所设计到的工序较多,而且精度的要求又很高,若采用常用的单工序模或复合膜,很难达到要求,故适合采用顺送模设计,根据零件本身的特征,结合零件的技术要求,再考虑零件的 经济 性能,设计了如下的排样图(图2)。

图(2)排样图
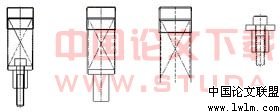
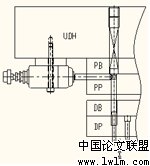
结合零件的结构特征,从定位精度,及保证零件的使用性能等要求,设计出如下的顺送模具(级进模)结构简图(图3)
图(3)模具结构简图
2 典型结构组件设计
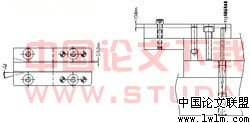
2.1 zc卸料组件(图4)
构成:垫片、套筒、螺钉
作用:起连接的作用,不提供力。WWw.11665.coM
图(4)卸料组件
注:弹簧的选择
以上的卸料组件主要在上型提供压料力、卸料力,通常情况下卸料力为冲裁 力的30%左右,选取swb的弹簧(misumi标准)。在合理布局的同时应尽可能多的设置卸料组件,因为卸料力大有利于产品外形平整,并且使冲压工程中不易走料,产品不易变形。(弹簧的压缩量要小于其极限压缩量)
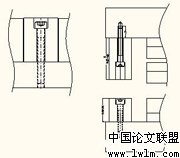
2.2 浮升销组件
构成:浮升销、丝堵、弹簧
作用:
(1)导料:条料与浮升销间隙为0.1~0.2mm,条料在浮升销内移动。
(2)托料:托起条料,便于工序件的送进。
(3)卸料:把条料从导正销上卸下,避免导正销带料。
(1)保证条料的送料高度,使不产生工序件在送进过程中与下型浮块,顶针冲头、吹气销碰撞干涉的现象。即工序件的最低处应高于下型最高处(在送料方向)
(2)卸料板躲避的确定
a、躲避深度的确定
原则:不产生损坏条料的情况。设计尺寸如图(5)所示
b、躲避直径的确定
比浮升销直径单边大1.0mm
(3)弹簧的选择
选用钢丝弹簧(wl、wm)、必须保证有足够的托料力和允许的弹簧压缩量。
3 顶针组件
作用:卸料,通常使用在折弯,倒面,u曲,箱曲,刻印,抽孔,凸包等情况下.构成:丝堵,弹簧,顶针.
则:据摩擦力的大小确定弹簧,顶针的类型.
注:单发模中要注意顶针的高度与内,外定位的关系.
外位直边的高度大于顶针超过模板面的高度大于内定位的高度.
注:下型有浮块时,为保证摆放产品不倾斜,故顶针的高度应与浮块高度一致.
2.4销组件
作用:对条料进行导正.
构成:1)导正销 导正孔(图6) (2)导正销 上卸料套 下卸料套 弹簧(图7)
图(8)导料板送料组件
2.6气柱
当进行上u曲或者箱曲时,为了保证足够的压料力,卸料力,必须使用气柱提供气压.
注:压稳定,力不随着行程的的改变而改变,并且力的大小便于控制调节.
3 标件的作用及选择
3.1作用:模具的上下型合模时起初始导向的作用
设计合理考虑外导柱的长度,不能够产生上下相碰撞或者导柱穿过模座碰到冲床的情况.
(一般要求:当模具合模时在内导柱进入内导套前,外导柱必须已经进入内导套30~40mm)
注:当采用misumi标准pm类型外导柱时,下模座孔直径小于20mm时,由铣刀加工,片侧0~0.03mm.(直径大于20mm时,由镗刀加工)
上模座导套孔由镗床加工,片侧0.1
3.2 内导柱
作用:模具合模时精确导向
设计注意点:
(1)在垫板上开设通气槽
(2)垫板钻孔,防止导柱碰到垫板
(3)根据导柱的公差及模板淬火情况确定导柱固定部分和导向部分模板线切割片侧。(一般固定部分为过盈配合,导向部分为间隙配合)
3.3 定位销
作用:
(1)定位模板与其垫板
(2)定位模板组与模座
(3)合模时定位上型与下型。
配合关系:过渡配合(例:当销钉的公差为0.005~0.01时,销钉孔的线切割片侧为+0.005mm.
4.1 探误销(图9)
作用:检测是否产生条料送料错位
构成:丝堵、探测销、弹簧、感应器
原理:在导正销进入条料导正孔前探测销已先进入导正孔检测是否产生送料错位现象,送料错位的允许值由探测销直径与导正销直径的差值控制。(例如:导正销的直径为d探测销的直径为d-0.5,则允许送料误差为0.25)
图(9)探误销
4.2 限位柱(压料间隙为0.8~0.9倍的材料厚度)
(1)外限位柱
作用:当没有被加工材料时,防止模具内加强筋,刻印冲头损坏.
(2)内限位柱
作用:
(1)与外限位柱作用相同
(2)在初始送料当卸料板压住材料时避免卸料板由于受力不均而发生 倾斜导致憋断冲头的现象。
(3)压料槽 (图10)
作用:与内限位相同,效果更好,不过加工量太大
图(10)压料槽
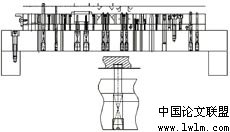
5 顺送模具总体布局(下型)
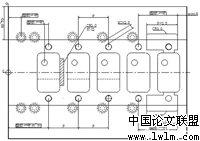
图(11)顺送模具总体布局(下型)
注意点:
(1)保证产品基准孔到导正销距离为整数。
(2)导正销,浮升销到模板零线的距离为整数。
(3)单边切边的后刃片侧为0,在平面图里标注为cr0.0。
(4)切断冲头的侧刃到导正销的距离为整数。
(5)切断冲头的侧刃到模板的最小距离为18。
(6)冲裁边到模板边尺寸控制在60~70之间。
6 小结
顺送模具是模具设计中的重点和难点,一直是模具设计人员最头痛的地方,本文结合生产实际, 总结 一套很切合实际的设计过程,有其值得借鉴的地方,有一定的实用价值。
参考 文献
1、冷冲压模设计手册。第四机械 工业 部标准化 研究 所,北京。1979
2、冷冲模设计手册编写组。冷冲模设计手册,机械工业出版社。1999