�� �� �뵼���ҵ�����������ƶ��Ź��ڷ�װ�����Ľ����� �й� �İ뵼������ҵ�������������Σ������� ���� �������ֻ��������ƶ�ͨѶ�ͱ�Яʽ ���� �����Ļ𱬳��֣�ֱ�Ӵ���оƬ��װ�����Ľ�����оƬ��װ���������˺ü����ı�Ǩ����to��dip��sop��qfp��bga��csp�ٵ�mcm����װ��ʽ�ɴ�ͳ�ĵ�оƬ��װ���оƬ��װ��ʽת�䡣��װ��ʽ��ת�䣬���·�װģ�� Ӧ�� ����������ߣ���ͳ�ĵ�ע��ͷ��װģ�����㲻�˷�װҪ��ģ�߽ṹ�ɵ���ģ������ע��ͷ��װģ�ߡ������ɵ�·�Զ���װϵͳ���� ��չ ������Ͷ�ע��ͷ�ܷ�ģ�ߵ��ص���һ�������ܡ�
1 �봫ͳ�ܷ�ģ�����ܶԱ�
��ע��ͷ�ܷ�ģ�봫ͳ����ģ�����Ҫ�������ŵ㣺
(1)���õ����������Ʒ�����ȶ�

����ģ�߲���һ������ǻע�䣬��֬�ɽ���Զ�Ⱥ������ǻ�����ڻ�����֬���ڸ��¸�ѹ����һ����ʱ�䷶Χ�ڿ��ٳ�����ǻ����֬�ڳ����������ճ��̬����̬ת�䣬����������������ĩ�ε���ǻѹ����Ĵ���ǻ����֬�����������ӡ������Զ�����ǻ�IJ�Ʒ�׳������ݡ����ס�ע��������˿�����ʳ��������ģ�߳����յ�����Χխ��WwW.11665.cOM
��ע��ͷģ�������Ч��������������ö������ǻͬ��ע�䣬��֬ͬ�r������ǻ����Ʒ��װ�����ߣ���װ�����ȶ��������յ�����Χ��������ע��ͷģ���������ע��ͷͬ������ʱ����ÿ������ǻ����֬��������ɵij������� ���� ����Ϊһ���ܷ����ڴ�����������Ϊ��0.2��, �����Ϊ2.0��/cm3,ֱ��Ϊ��13mm��С��֬���Ӧ��14mm����Ͳ��ע�����Ͳ����֬��������1.3mm�ĸߵͲ���ע��ͷ����Ϊ���Խṹ����֬��������Ͳ��Ӧ����ǻ�ܳ���������֬����ٵ���Ͳ��Ӧ����ǻ�����ֲ�Ʒ���ɵ����⣬��˶�ע��ͷģ�ߵ�ÿ��ע��ͷ��һ�����õ��ɻ�Һѹ�Ļ�������Խ������ע�����⡣
(2)��֬�����ʸ�
��ע��ͷģ�������̣����������С�������ͬһ�ֲ�Ʒ����Դ�ͳ����ģ�߶��ԣ����ע��ͷģ��ʹ����֬�����ʸߣ���Ϊ�ͻ���Լ�ɱ���
(3)����Ч�ʸ�
��ע��ͷģ�߲�����Ԥ����Сֱ����֬(��10����18)��������ģ�߲���Ԥ���ʹ�ֱ����֬(��35����58)�������֬���̻�ʱ�����ϴ�һ���ע��ͷģ��Ϊ60��90�룬������ģ��Ϊ120��180�룬�������Ч�������һ�����ϣ������װ���ҶԲ�Ʒ�����Ͳ����IJ�����
(4)��ǻ����ά������
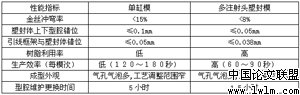
����ģ��ģ����ģ��֮������������ݶ����й̶�������ǻ��������װʱ��ϳ���һ����5Сʱ���ҡ�����ע��ͷ�ܷ�ģ��ģ����ģ��֮��һ����õ���̶�������ǻ��ֻ�轫ģ�дӵ����г���һ�������ɣ�����ά��ʱ����1.5Сʱ���ҡ�
��������������ģ�����ܶԱ��б����£�
��ͳ����ģ���ע��ͷģ�����ܶԱ�
2 ��ע��ͷģ��ע��ѹ�����趨
һ��������Ҫͨ���ܷ���֬������ȷ���ܷ�ʱ��ʵ��ѹ�����Ӷ� ���� ��ѹ���趨�ı�ͷѹ������Ϊÿ����ע��ͷģ�ߵ�ע���״�С��������ע��ͷ�Ĵ�С��������ͬ������е��ʧ��ѹ�������� Ӱ�� �����Ҫ�����ʵ��ļ������趨ѹ���ı�ͷѹ�����Ӷ������ܷ�ղ�������Ҫ��
���㹫ʽ���£�
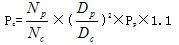
pc=ѹ����ͷѹ�� (kg/cm2)��np=ע��ͷ������dp=ע��ͷֱ�� (cm)��nc=ע����������
dc=ע���� (cm)��pp=����ʱ��֬����ij���ѹ��һ����60��120kg/cm2��Χ�ڣ����������֬����ѡ����1.1=��ȫϵ����
������ע��ͷ����Ϊ28����ֱ��Ϊ��14mm��������Ϊ1������Ϊ��120mm����֬����ѹ��Ϊ100kg/cm2��
���ͷѹ��=
3 ģ��ϵ��
Ϊ��Ӧ��ͬ��Ʒ��Ҫ��ע��ͷ�ܷ�ģ�� Ŀǰ �����¼��ֽṹ��
3.1 ����ע��ͷ�ܷ�ģ��
ģ������4�顫8��ģ�У�ÿ��ģ�ж������߿�ܣ�����ǻ�������������ϣ���������l/f�ص����ã�ʹ����Ԥ����Сֱ����֬��ģ�в��ÿ컻ʽ�ṹ��ע������컻��ע���ư��ƽ����ó��ֳ��������������ṹ����һ����ö�����80mm�����ס�
�ṹ����Ͳ��������ģģ����;ע��ͷ������ÿ컻�ṹ;ģ�п컻��
ע�䷽ʽ����עʽ��
ע�䶯������ģ�����ס�
ʹ���ܷ��ϣ���Ԥ�����ܷ���(ֱ����9����18)��
���ò�Ʒ��tsop��qfp��sot��sop��bga���иߵ���Ʒ��
3.2 �����Ľ�����ʽ��ע��ͷ�ܷ�ģ

ģ������6�顫8��ģ�У�ÿ��ģ�ж������߿�ܣ�����ǻ�����ģ������λ���ϣ���������l/f�ص����ã�ʹ����Ԥ����Сֱ����֬��ģ����ע�����һ�㲻��ȡ�컻�ṹ��ע���ư��ƽ��������������ṹ����һ�����һ����63mm�����ס�
�ṹ����Ͳ�����������Ľ������ڣ�ע��ͷ���̶���ע���ư��ϡ�
ע�䷽ʽ����עʽ��
ע�䶯������ģ�����ס�
ʹ���ܷ��ϣ���Ԥ�����ܷ���(ֱ����9����18)��
���ò�Ʒ��sot��sod��Ƭ���ࡢtr���Ʒ��
3.3 �����Ľ�����ʽ��ע��ͷ�ܷ�ģ

ģ��һ������6��8��ģ�У���Ͳ�������ģ��������ϣ���������l/f�ص����ã�������Ԥ����Сֱ����֬��ģ�в��ÿ컻ʽ�ṹ��ע���ư��ƽ����ó��ֳ�������������ṹ��ģ�������ף�ע�䶯������ѹ����ע���ס�ʹ��ע�����ģ��ÿ����������������ǰ����ͨ������ģ�ܶ��˱ߵ���Ľ����ݶ�������뽽���嶥����ȷ����װʱ����뽽����֮�䲻���ϣ���ֹ��Ʒx���λ����Բ�Ʒsod��sot������ݵ����߿�ܿ��Ƚ�խ��Ʒ��
�ṹ����Ͳ�����������Ľ������ڣ�ע���ư���ѹ��ע������ӡ�
ע�䷽ʽ����ע��ʽ��
ע�䶯����ѹ��ע���ס�
ʹ���ܷ��ϣ���Ԥ�����ܷ���(ֱ����9����18)��
���ò�Ʒ��sod��Ƭ���to���Ʒ��
3.4 ���ϱ���ע��ͷ��װģ��

ģ��һ������8��ģ�У�������Ͳ�����ô�ͳ����ģ��Ԥ���ʹ�ֱ����֬��ģ�в��ÿ컻ʽ�ṹ��ע���ư��ƽ����ó��ֳ�������������ṹ����һ����ö�����80mm�����ף��г�70mm���ҡ�ʹ��ע�����ģ��ÿ����������������ǰ����ͨ������ģ�ܶ��˱ߵ���Ľ����ݶ�������뽽���嶥����ȷ����װʱ����뽽����֮�䲻���ϣ���ֹ��Ʒx���λ����Բ�Ʒsod��to��dip������ݵȵ��Ų�Ʒ��
�ṹ����Ͳ�����������Ľ������ڣ���Ͳ������3ֻ���¡�
ע�䷽ʽ����ע��ʽ��
ע�䶯������ģ�����ס�
ʹ���ܷ��ϣ���ͨԤ�����ܷ���(ֱ����35����58)��
���ò�Ʒ��to���Ʒ,��to-92,to3p,to263�ȡ�
4 �����ؼ�
��ע��ͷģ��ע���ư��ƽ��;Ӳ�ʺϽ���Ͳ��ע��ͷ��������ע�䶯����ƽ������Ƕ�ע��ͷģ�߿ɿ����ȶ������Ĺؼ���������һ���ܡ�
4.1ģ��ע���ư�ƽ�����
��ע��ͷģ��ʹ�õ��ȶ��Թؼ���֮һ����ע���ư�ƽ������������ȶ������ڶ�ע��ͷ�ܷ�ģ�ڸ��¡�������¹�����������ʱһ���ȡ���֡��������ϵķ�ʽȷ������˳��������ͼ
4.2 Ӳ�ʺϽ���Ͳ��ע��ͷ������
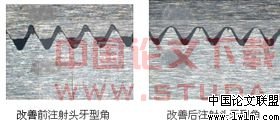
ע��ͷ����ͲӲ�ʺϽ������ѡ����ĥ����ϸ������Ӳ�ʺϽ𣬼�Ҫ����Ӳ��ҲҪ�������ԣ�����˾��ʼʹ�õĸ�ʿf10���Ͼ���Ϊ���Խϴ��׳��ֱ��� ���� ���������ߡ���Ӳ�ȸ�Ϊf20��ע��ͷ����Ͳ��ʹ�������õ��������;������ǿ��ע��ͷ���������ƿӹ��ĺ����ԣ��������ս���͵����ƣ��������νDz����������Ӧ�����У�ʹ�������ϵͣ����׳��������������Ҫ��ע��ͷ�����Ʋ��õ�ӹ��������Բ�����ɣ��������ע��ͷ�����ƿӹ����淶�����������ķ�����
4.3 ע�䶯����ƽ�����(��·��ƽ��)

��ע��ͷģ�ߵ��ư�һ����ö��������븴λ��������ʱӦ�ÿ�������ͬ�����£���·���ʱ���ܲ��ô���ʽ���ͣ�������ò���ʽ���ͣ�ȷ��ע���ư�����ƽ�⣬�����ȶ���
5 ��
ͨ�����ĵĽ��ܣ�ϣ���������˽⼯�ɵ�·��ע��ͷ��װģ�ߵĸſ�����ͬģ�߽ṹ���ص�����Ӧ�IJ�Ʒ���ࡣ�� Ŀǰ ����� ��ҵ ���������Ƚ�������ͬʱ�����Ǹ��ӹ�ע����ƶ����ڷ�װ����ˮƽ�� ��չ ����μӿ������װ�豸ҵ���з����£��ٽ�