������ժ Ҫ�� ��������Ϣ����������ҵ�����ı仯, �Լ������绯����ķ�չ���ƶ����о������绯������豸������ı仯,�������豸��ʵ����������������,�ر���ͨ����̫��ֱ��ʵ�����ػ�����������ͨ����������840d����ϵͳ����������sincom �ķ���,�����˻���sincom ����ʵ�ֻ���tcp/ipЭ������绯�ķ�����
�����۹ؼ��ʣ� ���绯���죻ethernet��840d����ϵͳ
����abstract:this paper analyzed the impetus of network manufacture development as well as the changes in the manufacturing sector brought about by informationization. and with studies of the changes in equipment sector brought about by network manufacture, this paper put forward three methods to realize networking in equipment sector, especially the direct networking of numerically controlled machine tools through ethernet. with analysis of sincom, networking software for siemens 840d numerical control system, this paper put forward the method to realize networking in compliance with tcp/ip agreement.
����
����key words: network manufacture; ethernet; 840d numerical control system
����
����1 ���绯����ķ�չ
����
�������ű鲼ȫ��ļ����������γɺ���������ֻ�,ʹ���绯�����Ϊ���ܡ�WWw.11665.Com���绯����һ����Ϊ��ҵ�ķ�չ�ṩ��ǰ��δ�еĹ�����̨,��ҵ��������������������ķ�Χ�ڽ����Ż���������ԭ���ϳɱ���͵ĵط�����,�������Ͷ����۸���͵ĵط���������,��Ʒ�������۵�ȫ����ء���һ����,���绯����ʹ��ҵ����ȫ��ľ���,��ͬ�ط�����ҵ�����������Լ����г����ӹ��豸��������߾��ȡ���Ч�ʺ��Զ���ˮƽ��չ��ͬʱ,����ע��������Ϣ��ʾ�ı��������ֻ�����Ϣ���������绯����Ϣ���������ܻ��� ��Ϊ�ӹ��豸�Ŀ��ƺ�������ϵͳ�ǵײ�ӹ���Ϣ�Ĵ�����,��û�������豸�����绯�Ͳ�����ʵ�����������绯���졣
�����ִ�����ϵͳ����ǿ���������ӣ���ʱ���������������һЩ���⣬�����ҵ�ά�������ֲβ�룬��ʱ����һЩС�����Ҫ��������ǧ��������������ά�ޣ���ɺܶ����ķ��á�������840d����ϵͳ������������ϵ�еĸ߶˲�Ʒ�����ڿ���ʽϵͳ�����к�ǿ�����繦�ܡ���ϵͳǿ������繦�ܿ�ͨ��Զ����Ϸ�ʽ����������⡣
����
����2 ����ϵͳ������ʵ�ַ���
����
�������绯�����У������豸���ٶ���,����ͬ�����豸��������,��ɿ������硣�������粻ͬ��һ�����Ϣͨ�����磬������ʵʱ��Ч���ص㣬��Ҫ����Ϊ��(1)�и�ʵʱ�������õ�ʱ��ȷ����;(2)������Ϣ��Ϊ��֡��Ϣ,����Ϣ����Ƶ��;(3)�ݴ�����ǿ���ɿ��ԡ���ȫ�Ժ�;(4)��������Э��ʹ�ü���Ч�ʸ�;(5)��������ṹ�ĸ߶ȷ�ɢ��;(6) �����豸����������ƹ��ܵ�������;(7)����Ϣ�����и�ͨ��Ч��,����ʵ������Ϣ���缯�ɡ������Ŀ�����������Ϣ���������ҵ����������ϵͳ,ʵ�ֵײ���Ϣ�߲���Ϣ�Ľ���,�Ӷ���ɸ���������ҵ�����绯ϵͳ��1�ݡ�
��������ϵͳ��������ķ�չ,�书��Խ��Խ����, �����ɶԼӹ��켣���п���,���һ�ʵ�ֶԼӹ����ߺ��̵Ĺ���,���һ���ʵ��Զ�̼�ء�Ŀǰ���ҹ���ҪӦ�õ�����ϵͳ������,һ���Ǵ�ͳ������ϵͳ,����ϵͳ����ר�õ����߽ṹ��ʽ,ϵͳ���û��Ƿ�յġ���һ���ǻ���pc �Ŀ�����ϵ�ṹ��ʹ����ϵͳ�õ��ܴ�ķ�չ,���������ӡ�fanuc �ȹ�˾�ڴ�ͳר�����ؽṹ�Ļ���������pc ϵͳ,�����˵�������������ֱ���ڻ���pc �Ľṹ�����Ͽ�������ϵͳ���ڴ˻���������������Ҫ�γ�����3����ʽ:
����2.1 ͨ������ʵ������
����һ������ϵͳ�����д���ͨ�Žӿ�,ͨ�����ڿ�ʵ�����ؼӹ�������й����ò����Ĵ��ݡ����ڵ�dnc ����ͨ��������ʽʵ�ֵġ���ؼ����һ����ͨ��rs232�ӿں�����ϵͳͨ��,ʵ�����س���ķ���,��һ����ͨ�������������������ͨ��, ʵ�������������ȡ�������ʽ������ͨ���ٶ���,һ��ֻ��9 600 bit/s,ֻ�ܽ������س����һ������Ĵ���,���ܶԼӹ����̽��м��,Ҳ�������������������������ͨ����ʽ���Խ���ǰֻ�д��ڵ����ػ�����������,ʵ��������Ϣ����,ͼ1��ʾ�����ַ�ʽ��
���� 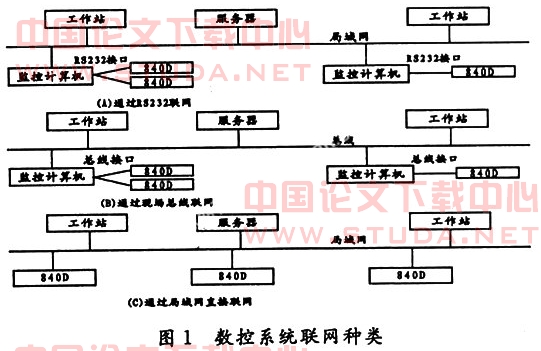
����2.2 ͨ���ֳ�����ʵ������
�����ֳ��������ij���,�ı��˿���ϵͳ�Ľṹ, ʹ�����ŷ�ɢ�������绯�ķ���չ�����ı��˼��п���ϵͳ�ļ��п��Ʒ�ʽ,�����Ʒ�ɢ�ڸ������Ƶ�Ԫ��,�γ������͵����缯��ʽȫ�ֲ�����ϵͳ, ������Ϣ�Ľ�����ͨ�����߽���,һ�����߽�ȫ�������豸������һ��,�����ϵͳ�ijɱ��������ĸ�����,�Ӷ��γ��˶Թ�ҵ��������ҪӰ��Ŀ������硣�ֳ����߲���ȫ����ʽͨ�ţ����п���ʽ��ȫ�ֲ����ɻ������Ե��ص�,�γ��˴Ӳ���豸���������Ƽ������ȫ����ͨ������,�߱����������������ӹ�ͨ������,˳Ӧ�˿��������Ҫ��,��Ϊ��������ķ�չ���ơ�
�����ֳ�����������������Ӧ��Խ��Խ�㷺,������Щ����ϵͳ����֧���ֳ�����,��ʵ��ʵʱ�����ݽ���,��������ϵͳ�ڲ�Ҳͨ���ֳ�����������һ��,ʵ��nc ��plc �Լ�i/o �豸�ȵ��ͨ�š����ػ���֮�䡢���ػ����ͼ����֮��Ҳ��ͨ���ֳ�����������һ��,ʵ��fms �ȸ��ӵĿ���Ҫ������������ʽ������Ϣ�����ͺͶ�ͨ�ŵ�Ҫ���������ϲ��������ֿ�,����������þ�����ʵ��,��ɴ�����ʵʱ��Ҫ�ߵĵ��ȹ�����cad/cam �������ƻ������ݵ�ͨ�ţ�2�ݡ�������810d��840d ����ϵͳ�ɲ���profibus�ֳ�����ʵ�����ַ�ʽ��������
����2.3 ͨ��������ʵ������
������̫��(ethernet)�ڰ칫�Զ�������õ����ٵķ�չ,��ǰ�������뵽��ҵӦ������,������̫���Ŀ���ϵͳҲ�ڲ��Ϸ�չ��,��Щ���ɵ�·�������������������tcp/ipЭ��ļ��ɵ�·,�����˿���ϵͳ���DZ���������ִ����֮���ͨ��,ʹ��������internet�Ŀ���ϵͳ��Ϊ��ʵ��
��������3�ַ���Ҳ�ɻ��ʹ��,��Բ�ͬ�����ػ�������ϵͳ���ò�ͬ�ķ�������������ϵͳ����ϵ�ṹ�����ܻ�����ϵͳ��չ,����ƹ��ܲ�����������,����һ���������Ժ������߹���,����ϵͳ֮�䡢����ϵͳ��������Ԫ֮�����Ϣ����Ҳ�ؽ�Խ��Խ���ӡ����ԣ�������̫�����ֳ����߹��ܵ�����ϵͳ�ǽ��չ�ķ���
������3 ������sincom ��������
��������������ϵͳ��ͨ������3�ַ���ʵ������,�ر���ͨ��sincom ������ʵ�ֻ�����̫��tcp/ipЭ�������ͨѶ,ʹ����ϵͳֱ�Ӻͼ����������һ��,ʵ�����ػ����������豸�������Զ��ߺ��ϲ����ϵͳ֮�����Ϣ������ͨ��sincom ����ʵ������������ϵͳ������Ӳ����������:
����a.����ϵͳnck/plc:810d��840d��
����b.mmc103:�汾4.0���ϡ�
����
����c.pci/isa ����������ethernet������
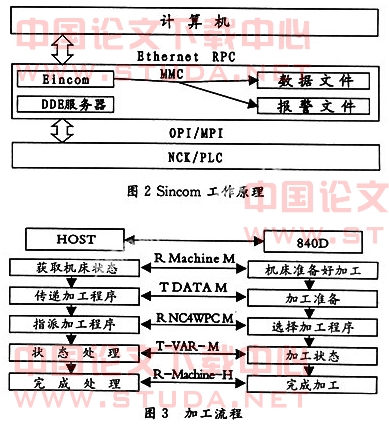
���������İ�װͬ��ͨpc��һ��,���������������ip��ַ����¼���á�tcp/ipЭ�鼰���������sincom ����ʵ������ͨ�ŵĿ�ͼ��ͼ2��ʾ��sincom ������װ��mmc103��,mmc103�൱��1 ̨������windows�µļ����,�������mmc ͨ��ethernet������,����֮����ͨ��Զ�̹��̵���(rpc)ʵ����Ϣ������sincom ������nck/plc ֮��ͨ����̬���ݽ���(dde)��ʽ���ͨ�š�һ������ϵͳ���ԺͶ�̨���������,1̨�����Ҳ�ɺͶ������ϵͳ���ӡ�����ϵͳͨ����plc��ר�Ŷ������ݿ�db12ʵ�ָ��ļӹ����̵Ŀ��ơ�
����sincom ������ʵ�����µĹ���:
����a.����ӹ�����Ĵ��ݣ�
����b.����״̬���ݵĴ��ݣ�
����c.plc���ݵĴ��ݣ�
����d.����ӹ������ѡ�����Զ��ӹ���
����e.�������ݵĴ����������
����4 ����sincom ������Ӧ��ϵͳ
����sincom �����ڽ���840d����ϵͳwindows������,��ͬ��������һ����װ����װ�����г������ý���,����hostΪ���ػ�����Ҫ���ӵļ������,endpointΪԶ�̵���rpc��Ҫ�ı�ʾ����,��ѡĬ��ֵ,put getdirectoryΪ����������ʱ�ļ���Ŀ¼,������ɰ�Ĭ��ֵѡ��sincom ������������Ժ�,��ʹ��ǰ��Ҫ��db12����ع��ܽ���plc���,db12 ��Ϊglobaldata,dockingpositiondata�Լ�nc program asignment������,����globaldata, dockingpositiondata����,��ncprogram asignment��ѡ��globaldata��20���ֽ�,ÿ��docking positiondataռ12���ֽ�,ÿ��nc program assignmentռ138���ֽڡ�nck ��host�����ͨ������globaldata�в�ͬ�ֽ��еIJ�ͬλ,ʵ�����ػ����ӹ��IJ�ͬ���̡�����Ҫ����������Ͻ��мӹ��ļ��,���������Ӧ��plc�����db12���п��ơ�sincom �������ṩ�������Զ�̵��õ�rpc����,���������ýӿڶ�������idl�����Ľӿ��ļ�,�û��ڱ��ƿ��Ƴ���ʱ��Ҫ����rpc���õĹ���,���ļ���Ƕ������ӿ��ļ�,�����Ϳ��ڳ�����ʹ����Щ������host�����ͨ��ʹ����Щ����ʵ�ֶ�����ϵͳ�Ŀ��ƣ����м�����Ҫ�ĺ�����t_machine_m ()�ɻ�û�����״̬,��r_nc4wpc_m ()��ָ��Ҫ�ӹ������س���r_data_m()��������ϵͳ�д��ݼӹ������߲����������ļ�,���Ƶ�r_var_ m()�ɴ��ݸ��ֱ����� ͼ3��ʾ��һ���ӹ������̡�ͨ��sincom �������ɶԻ������а彻������������ϵͳ���м��,ʵ�ּӹ�ϵͳ�����绯��
����
����5 ����
����
���������豸�����繦�ܣ��ڶ���������˾Ӧ���в��Ǻ��ձ飬����������˾����������dci 11��ҵ�����½��ڵĻ�����Ӧ����sincom ϵͳ������Ч�����á����ż�����Լ����������Ŀ��ٷ�չ����������ؽ���㷺��Ӧ�õ����������豸�ϣ���ˣ��������豸�����繦�ܽ�������ϸ�µ��о������й㷺����̵����塣
����
�����۲ο����ף�
����
������1�� ������,�Ⲩ.���绯��������ҵ���ɣ�j��.�й���е����,2000,11(1-2):45-48.
������2�� henrylau.the new role of internet/ internet technology for manufacturing��j��. enginering with computer ��1998,9(2):150-155. ��